Detalizēti: cilindru galvas remonts pats no īsta meistara vietnei my.housecope.com.
Auto Oka sāka ražot jau sen un ir izpelnījies ievērojamu popularitāti vietējo autobraucēju vidū. Protams, attiecīgās automašīnas tehniskie parametri ir tālu no mūsdienu autobraucēja prasībām. Neskatoties uz to, savulaik Oka baudīja lielu popularitāti tai raksturīgās ekonomikas dēļ. Pirmo ražošanas gadu automašīnas Oka īpašnieki bieži saskaras ar dzinēja sistēmas darbības traucējumiem. Tas ir viegli izskaidrojams ar transportlīdzekļa kalpošanas laiku un ekspluatācijas apstākļiem. Viens no efektīvākajiem veidiem, kā atgriezt transportlīdzekli darbā, ir Oka vai VAZ 11113 dzinēja kapitālais remonts. Pašam veikt remontu ir diezgan grūti, jo daudziem procesiem būs nepieciešamas dārgas iekārtas. Lai ietaupītu naudu, varat ar savām rokām sagatavot Oka kapitālajam remontam.
Kapitālā remonta priekšrocības ir acīmredzamas. Liela mēroga dzinēja remonts ļaus: palielināt transportlīdzekļa kalpošanas laiku, palielināt dzinēja resursus un palielināt tā veiktspēju.
Kapitālā remonta pirmais posms ir detalizēta iekšdedzes dzinēja diagnostika. Ir diezgan grūti veikt pārbaudi garāžā. Lai noteiktu dzinēja produktivitāti, būs nepieciešama datortehnika un ar to saistītās prasmes.
Lai veiktu pilnīgu dzinēja atjaunošanu, nepieciešams demontēt transportlīdzekļa ierīci. Šo procedūru nav tik viegli veikt ar savām rokām, neskatoties uz mazajiem motora izmēriem. Lai izvairītos no dzinēja bojājumiem, nepieciešams izmantot vairākas specializētas iekārtas: atbalsta rāmjus, hidraulisko novilcēju, dzinēja piekarināšanas ierīci.
Video (noklikšķiniet, lai atskaņotu).
Pēc tam, kad dzinējs ir veiksmīgi izjaukts, jāsāk tā demontāža. Dzinējs ir jāizjauc stingri noteiktā secībā, lai novērstu tā atsevišķu daļu bojājumus.
Pēc demontāžas ir jāpāriet uz vissvarīgāko kapitālremonta posmu, kas sastāv no atsevišķu iekšdedzes dzinēja komponentu problēmu novēršanas. Kapitālā remonta galvenais mērķis ir atjaunot transportlīdzekļa elementu sākotnējos parametrus. Tāpēc vienīgā pareizā rokasgrāmata Oka remontam ir oriģinālā ražotāja instrukcija.
VAZ 11113 dzinēja liela mēroga restaurācijas laikā ir obligātas šādas procedūras:
Cilindru bloka VAZ 11113 parametru atjaunošana.
Kloķvārpstas un sadales vārpstas ieplūdes remonts.
Kloķvārpstas gultņa daļas atjaunošana.
VAZ 11113 cilindru bloka galvas apstrāde.
Iekārtas hermētiskuma atjaunošana ar metināšanu.
Klaņa ģeometrijas korekcija.
Visu palīgmateriālu un gumijas blīvju nomaiņa.
Liela mēroga automašīnu remontam nepieciešamas atbilstošas prasmes un dārgs aprīkojums. Tāpēc, lai veiktu restaurāciju, būs jāvēršas pie profesionāļiem.
Viens no svarīgākajiem dzinēja atjaunošanas posmiem ir cilindra galvas apstrāde. Transportlīdzekļa ražotājs norāda pieļaujamo galvas apstrādes limitu, kas ir stingri jāievēro, veicot remontdarbus. Pirms liela mēroga remonta veikšanas ir nepieciešams detalizēti izpētīt ražotāja rūpnīcas pievienotās instrukcijas. Tāpat obligāti jāpārbauda pie meistara, kādā dziļumā tiks apstrādāta cilindra galva. Ja elements ir nolietojies virs pieļaujamās robežas, turpmāka bloka galvas darbība ir aizliegta.Ja ir iespējama cilindra galvas apstrāde un restaurācija, darbu pavada obligāta cilindra galvas blīves nomaiņa. Šajā gadījumā ir jāņem vērā arī elementa apstrādes dziļums, lai blokam piešķirtu sākotnējo hermētiskumu.
Lai atjaunotu VAZ 11113 iekšdedzes dzinēju līdz rūpnīcas parametriem, ieteicams izmantot pārbaudītu darbnīcu pakalpojumus. Kapitālais remonts ir diezgan sarežģīta un laikietilpīga procedūra, kas jāveic kvalificētiem amatniekiem. Pirms remontdarbu veikšanas ir rūpīgi jāizvērtē restaurācijas izmaksas. Daži automašīnu entuziasti aizmirst novērtēt atšķirību starp elementa atjaunošanu un nomaiņu. Ar kritisku dzinēja nodilumu remonta izmaksas var ievērojami pārsniegt iekšdedzes dzinēja primārās izmaksas. Ja nepieciešams nomainīt atsevišķus transportlīdzekļa elementus, ir vērts izmantot tikai oriģinālās ražotāja rezerves daļas.
Pēc remonta veikšanas ir vērts sākt lūzt automašīnā. Iedarbināšanas periodā ir jānovērš pastiprināta piedziņas sistēmas slodze. Pretējā gadījumā dzinēja atjaunošanas izmaksas neatmaksāsies un automašīna VAZ 11113 atkal zaudēs savu veiktspēju.
Veiksmīga automašīnas VAZ 11113 restaurācija!
taustiņš "13"
mandele vāciņu presēšanai
vārsta atsperu kompresors
vāciņu noņemšanas līdzeklis
serdeņi virzošo buksu izstumšanai un iestumšanai
pincetes
bārda
āmurs
skrāpis
Noņemiet galvu no cilindru bloka (skatiet 10.4.1. apakšnodaļu) un notīriet to.
Vāciņu noņemšanas līdzeklis:
Ja vārsta piedziņā ir palielināts klīrenss, parasti ar regulāriem intervāliem parādās raksturīgs sitiens (tā biežums ir mazāks nekā jebkura cita sitiena dzinējā). Ja atstarpju regulēšana vārsta piedziņā nedod pozitīvus rezultātus, pārbaudiet sadales vārpstas un gultņu virsmu stāvokli attiecībā uz sadales vārpstas tapām.
Darbnīcās, kas aprīkotas ar speciāliem instrumentiem un ierīcēm, ir iespējams pārbaudīt sadales vārpstas vidējā kakliņa radiālo izskrējienu, kas nedrīkst pārsniegt 0,02 mm, un atstarpi starp gultņu atverēm un sadales vārpstas kakliņiem, kas nedrīkst pārsniegt 0,2 mm (klīrenss jaunām detaļām ir 0,069 - 0,11 mm).
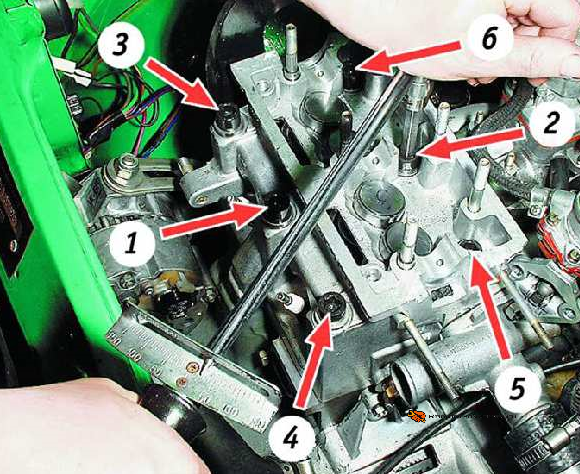
1. Noņemiet trīs uzgriežņus, kas nostiprina ieplūdes cauruli pie bloka galvas.
2. Lūdzu, ņemiet vērā: zem uzgriežņiem ir uzstādītas plakanas paplāksnes.
3. Noņemiet ieplūdes cauruli no bloka galvas tapām.
4. Noņemiet blīvi no galvas tapām 1 ieplūdes caurule un divas blīves 2 trokšņa slāpētāja izplūdes caurule.
5. Noņemiet vārstu pacēlājus ar starplikām.
6. Atzīmējiet stūmējus vai sakārtojiet tos tā, lai vēlāk tos varētu novietot vienā un tajā pašā vietā. Kurā.
7. ... lieki nenoņemiet starplikas no krāniem, lai tās nesajauktu.
8. Atzīmējiet vārstus ar cilindru numuriem, piemēram, aptiniet.
9. Noņemiet abas aizdedzes sveces.
10. Zem noņemamā vārsta novietojiet piemērotu aizturi, piemēram, gultni.
11. Uzskrūvējiet uz tapu uzgriezni, lai nostiprinātu vārsta atsperes kompresoru (izmantojiet uzgriezni bez zobainas apkakles).
12. Uzstādiet vārsta atsperes kompresoru un saspiediet atsperes.
13. Izmantojiet pinceti, lai noņemtu divus krekerus. Pēc tam noņemiet armatūru.
14. Izņemiet augšējo atsperes plāksni.
16. ... iekšējā vārsta atspere. Tādā pašā veidā noņemiet krekerus un atlikušo vārstu atsperes.
17. No bloka sāniem noņemiet vārstus no degšanas galvas.
18. Nospiediet vārsta kāta blīves no vadošajām buksēm. Priekš šī.
19. ... uzstādiet armatūras uzgali uz vāciņa un strauji sitiet ar triecienu armatūras buksei.
20. Pēc tam tikpat asi ar uzbrucēju sit pa ierīces rokturi.
21. ... tādējādi nospiežot vāciņu no vadošās uzmavas.
22. Noņemiet vāciņu no armatūras spraudņa.
23. Noņemiet apakšējās vārsta atsperu plāksnes.
24. Notīriet oglekļa nogulsnes no vārstiem ar piemērotu metāla instrumentu. Pēc tam uzmanīgi pārbaudiet vārstus.
25. Nomainiet vārstus ar šādiem defektiem: dziļas pēdas un skrāpējumi uz darba slīpuma 1, plaisas, stieņu deformācijas 2, plāksnes deformācija 3, izdegšanas pēdas. Nelielus riskus un skrāpējumus uz darba slīpuma var noņemt, nolaižot vārstus (skatīt 10.5.2. apakšnodaļu).
26. Specializētā darbnīcā vārstu nošķautnes ar bojājumiem, ko nevar noņemt ar pārklāšanu, var noslīpēt uz speciālas iekārtas. Slīpējot ievērojiet attēlā norādītos izmērus (iekavās norādīti dažādie dzinēja 11113. mod. izmēri). Attēla kreisajā pusē ir ieplūdes vārsts, labajā pusē ir izplūdes vārsts.
27. Pārbaudiet vārstu ligzdu stāvokli. Sēdekļu darba slīpajām malām jābūt bez nodiluma pazīmēm, dobumiem, korozijas utt. Vārstu ligzdas var nomainīt specializētā darbnīcā. Nelielus bojājumus (nelielus riskus, skrāpējumus u.c.) var novērst, nolaižot vārstus (skat. 10.5.2. apakšnodaļu).
28. Nozīmīgāki vārstu ligzdas defekti tiek novērsti, slīpējot līdz attēlā norādītajiem izmēriem: a - ieplūdes vārsta ligzda; b - izplūdes vārsta ligzda; I - jauni segli; II - segli pēc remonta. Seglu slīpēšanu ieteicams veikt specializētā darbnīcā. Motora moduļa dažādie izmēri ir norādīti iekavās. 11113.
29. Ar atslēdznieka prasmēm jūs varat novērst defektus manuāli, izmantojot īpašu griezēju komplektu. Sākumā tiek apstrādāts slīpums a 15 ° leņķī, tad slīpums b 20 ° leņķī un slīpumā v 45 ° leņķī. Pēc apstrādes nepieciešams slīpēt vārstus (skat. 10.5.2. apakšnodaļu).
30. Pārbaudiet āra stāvokli 1 un iekšējais 2 vārstu atsperes. Nomainiet saliektās, salauztās vai saplaisājušās atsperes.
31. Lai pārbaudītu ārējās atsperes elastību, izmēra tās brīvo augstumu un pēc tam pie divām dažādām slodzēm. Ja atspere neatbilst specifikācijām, nomainiet to.
32. Pārbaudiet iekšējās atsperes elastību, izmantojot to pašu metodi. Ja atspere neatbilst specifikācijām, nomainiet to.
33. Pārbaudiet vārstu pacēlājus. Ja stūmēja darba virsma ir skrāpēta, saskrāpēta utt., nomainiet to.
34. Regulēšanas paplāksnes darba virsmām nedrīkst būt skrāpējumi, skrāpējumi, skrāpējumi, pakāpeniska vai nevienmērīga nodiluma pēdas, metāla pārklājums. Šādu defektu gadījumā paplāksnes ir jānomaina. Uz paplāksnēm ir pieļaujamas koncentriskas iedegšanas zīmes ar sadales vārpstas izciļņiem.
35. Lūdziet specializētā darbnīcā pārbaudīt atstarpi starp vadošajām buksēm un vārstiem. To definē kā starpību starp uzmavas urbuma diametru un vārsta kāta diametru.
36. Lai izmērītu bukses urbuma diametru, ir nepieciešams īpašs instruments (iekšējais mērītājs). Nominālais klīrenss ieplūdes vārstiem ir 0,02-0,05 mm, bet izplūdes vārstiem - 0,03-0,06 mm. Maksimālais pieļaujamais atstarpe ieplūdes un izplūdes vārstiem ir 0,3 mm.
37. Atstarpi, kas nav sasniegusi maksimālo pieļaujamo vērtību, var novērst, nomainot vārstu. Ja nav iespējams izvēlēties vārstu vai klīrenss pārsniedz maksimāli pieļaujamo, nomainiet virzošo buksi. Izspiediet buksi no sadegšanas kameras sāniem ar īpašu serdi.
38. Bukses ar stiprinājuma gredzeniem tiek piegādātas kā rezerves daļas. Uzmavām ir palielināts ārējais diametrs un samazināts vārsta urbuma diametrs.
39. Ieeļļojot buksi ar motoreļļu, ievietojiet to speciālā serdeņā un nospiediet to no sadales vārpstas sāniem, līdz bloka galvā apstājas aiztura gredzens. Pēc tam izmantojiet rīvgriezi, lai urbumu buksē urbtu līdz diametram 8,022-8,040 mm ieplūdes vārstiem un 8,029-8,047 mm izplūdes vārstiem.
40. Noņemiet eļļas blīvi no sadales vārpstas.
41. Nomainiet sadales vārpstu, ja uz tās skrūvēm un izciļņiem ir nodiluma pazīmes, skrāpējumi un dziļas pēdas.
42. Nomainiet cilindra galvu un gultņa korpusu, ja tie ir saplaisājuši vai ja uz gultņu virsmām ir nodiluma pazīmes, skrāpējumi un dziļi skrāpējumi.Gultņa korpuss ir apstrādāts kopā ar bloka galvu, tāpēc tie ir jāmaina kopā.
43. Noņemiet oglekļa nogulsnes no sadegšanas kamerām. Pārbaudi galvu. Ja sadegšanas kamerās ir plaisas vai izdegšanas pēdas, nomainiet sadales vārpstas galvu un gultņa korpusu.
44. No bloka galvas sēdekļa virsmas noņemiet urbumus un robus.
45. Pārbaudiet virsmas līdzenumu blakus cilindru blokam. Lai to izdarītu, novietojiet lineālu ar malu uz galvas virsmas pa vidu pa galvas asi un pēc tam izmēra atstarpi starp galvas plakni un lineālu pa diagonālēm un mērinstrumentu. Nomainiet galvu, ja atstarpe ir lielāka par 0,1 mm.
46. Lai pārbaudītu galvas hermētiskumu, noņemiet dzesēšanas sistēmas cauruli no tapām, atskrūvējot divus stiprinājuma uzgriežņus; aizbāzt caurumu bloka galviņā, zem atzarojuma caurules uzstādot, piemēram, tukšu blīvi no bieza kartona; pievelciet stiprinājuma uzgriežņus un.
47. ... ielej petroleju ūdens apvalka kanālos. Ja petrolejas līmenis pazeminās, tad galvā ir plaisas un tā ir jānomaina. Pēc pārbaudes neaizmirstiet noņemt kartona starpliku.
48. Izmantojot pūtēju vai šļirci, izskalojiet bloka galvas eļļas kanālus ar benzīnu un izpūtiet ar saspiestu gaisu.
50. Noberziet vārstu pret ligzdu (sk. 10.5.2. apakšnodaļu). Ja uzstādāt vecu vārstu, noņemiet spraugas no plaisu urbumiem.
51. Ieeļļojiet vārstus ar motoreļļu un uzstādiet tos galvā saskaņā ar iepriekš veiktajiem marķējumiem.
52. Uzstādiet apakšējās vārsta atsperu plāksnes.
53. Izmantojot serdi, iespiediet vārsta kāta blīves, iepriekš tos nolaižot eļļā (skatīt 10.4.3. apakšnodaļu).
54. Uzstādiet atsperes un augšējo atsperes ligzdu apgrieztā noņemšanas secībā. Uzstādiet krekerus, izmantojot instrumentu, lai tie ietilptu vārsta kāta rievās.
Vienīgais īpaši mazās klases modelis, kas aprīkots ar divu cilindru dzinēju, ko ražoja Volgas automobiļu rūpnīca (kā arī SeAZ un KamAZ), bija VAZ "Oka" un tā modifikācijas.
Neskatoties uz to, ka bija tikai divi cilindri, konceptuāli šīs mašīnas dzinējs neatšķīrās no citu VAZ versiju dzinējiem. Tā bija labi attīstīta spēkstacija ar šķidruma dzesēšanas sistēmu, elektronisku aizdedzi, laika sadali ar augšējo sadali. vārpstas un siksnas piedziņa, karburatora barošanas sistēma. Oka spēka agregāts no tā paša VAZ-2108 dzinēja atšķīrās faktiski tikai ar cilindru skaitu. Tas nozīmē, ka šai instalācijai bija nepieciešama tāda pati apkope kā "astoņiem".
Šī dzinēja īpašības ietver diezgan nopietnu cilindra galvas lomu. Galu galā tas tiek izmantots barošanas un izplūdes gāzu sistēmā, aizdedze, dzesēšana, kā arī nodrošina vārsta laika ievērošanu. Bet atšķirībā no VAZ-2108 cilindra galvas Oka galva ir ļoti kompakta.
Tā kā dzinēja darbība kopumā ir atkarīga no galvas un tajā uzstādīto elementu stāvokļa, periodiski jāveic motora kopējā veiktspēja, periodiski jāveic cilindra galvā uzstādīto agregātu apkope, kas tiek samazināts līdz vārstu regulēšanai, kā arī vārsta kāta blīvējumu nomaiņai. Bojājuma gadījumā tiek veikti remontdarbi.
Ņemiet vērā, ka Oka galvu nav iespējams salabot, kamēr tā ir uzstādīta uz dzinēja, tāpēc pirmā darbība, lai atjaunotu šo elementu, ir tā noņemšana no dzinēja. Neskatoties uz to, ka cilindra galva atrodas spēkstacijas augšējā daļā, to nav ļoti viegli demontēt, jo tai ir piestiprinātas daudzas sastāvdaļas. Tas būs arī jānoņem, ja būs jānomaina galvas blīve.
Būtībā cilindra galvas "Oka" 11113 remonts vai cita modifikācija tiek veikta, ja ir problēmas ar vārsta komplektu:
Izdegšanas vārsti;
Vārstu ligzdu un malu nodilums, to dedzināšana;
Vadītāju un vārsta kāta blīvējumu bojājumi vai nodilums;
Šie ir galvenie iemesli, kuru dēļ nepieciešams remonts. Ir arī citi iemesli, kāpēc jānoņem cilindra galva un jāpakļauj tā remontam, piemēram, korpusa plaisas parādīšanās, taču šāda kļūme notiek ļoti reti.
Arī cilindra-virzuļu grupas nomaiņas gadījumā būs jānoņem cilindra galva, jo virzuļi tiek izvilkti no cilindriem.
Ņemiet vērā, ka demontējot galvu no motora, vismaz ir daudz kas jāizskrūvē un jāizņem, bet šos darbus var veikt garāžā saviem spēkiem, pie rokas ir tikai pamata instrumenti, nav īpašu atslēgu un aksesuāru. nepieciešams.
Galvas "Oka" noņemšana tiek veikta, izmantojot:
Atslēgu komplekts (atvērtais, gredzens, ligzda, galviņas ar uzgriežņu atslēgām);
sešstūru komplekts;
Skrūvgrieži;
Lupatas;
Jauda dzesēšanas šķidruma savākšanai;
Jums noteikti būs nepieciešama arī jauna cilindra galvas blīve, jo tā ir vienreiz lietojama, un jebkuram nolūkam galva ir noņemta, obligāti jānomaina galvas blīve. Papildus jums būs nepieciešama vārsta vāka blīve, sadales blīves. vārpsta un blīves izplūdes caurulēm un ieplūdes kolektoram.
Ņemiet vērā, ka demontāžas sarežģītība lielā mērā ir atkarīga no tā, kāpēc tieši cilindra galva tiek noņemta. Ja jums vienkārši jānomaina blīve zem tā, tad jums nebūs daudz jāizjauc. Ja tas tiek noņemts, lai izjauktu galvu un veiktu remontu, būs jāizjauc vairāk elementu. Tālāk tiks aprakstītas pilnīgas demontāžas instrukcijas, taču ir minēta arī vienkārša demontāža.
Saglabājot visu nepieciešamo, varat sākt darbu.
Darbību secība ir šāda:
Un tad jau notiek remontdarbi. Bet šim nolūkam ieplūdes kolektors vispirms tiek atvienots no galvas. Pēc tam stūmēji tiek noņemti kopā ar starplikām. Turklāt demontāžai būs nepieciešama vārstu žāvēšanas un žāvēšanas ierīce, lai tos noņemtu, pēc tam tiek veikti remontdarbi - vārstu vadotņu, pašu vārstu nomaiņa, pieslīpēšana utt.
Pēc restaurācijas galva tiek uzstādīta vietā (neaizmirstiet nomainīt cilindra galvas blīvi), un viss tiek samontēts atpakaļ. Bet montāžas laikā ir dažas nianses, un vissvarīgākā no tām ir cilindra galvas pievilkšanas secība. Ja jūs to neievērosit, pastāv liela iespējamība, ka galva netiks droši nostiprināta, tas var novest vai notiks blīves bojājums.
Bloka galvas skrūvju pievilkšanas secība uz "Oka" ir parādīta fotoattēlā:
Mēs arī atzīmējam, ka pievilkšana tiek veikta vairākās pieejās un vienmēr izmantojot griezes momenta atslēgu:
Mēs pievelkam visas skrūves norādītajā secībā, radot spēku 20 N / m;
Ar otro pieeju spēkam jābūt 70-85 N / m;
Veicot trešo pieeju, mēs pagriežam skrūves par 90 grādiem.;
Pēdējais piegājiens - vēlreiz pagriezieties par 90 grādiem;
Montāžas procesā pievēršam uzmanību arī sadales blīvējumu stāvoklim. vārpstu un, ja nepieciešams, nomainiet tās.