Sīkāk: dīzeļdzinēja cilindra galvas remonts no īsta meistara vietnei my.housecope.com.
Galvas remonts sākas ar rūpīgu tīrīšanu ar petroleju vai šķīdinātāju. Mēs noņemam oglekļa nogulsnes no sadegšanas kameras un no vārstu plāksnēm ar metāla suku, kas iespiesta elektriskās urbjmašīnas patronā. Izjaucot vārsta mehānismu, jums būs nepieciešams vārstu desikants, piemēram, zemāk esošajā fotoattēlā redzamais, bet visefektīvāko ir viegli izgatavot ar savām rokām, saskaņā ar šeit šajā rakstā publicētajiem zīmējumiem.
Pirms un pēc demontāžas mēs rūpīgi pārbaudām cilindra galvu. Nav pieļaujamas plaisas, šķembas jebkurā galvas daļā. Ja jums ir aizdomas, ka dzesēšanas šķidrums ir iekļuvis eļļā, mēs pārbaudām, vai galviņā nav noplūdes, šim nolūkam ir nepieciešams aizbāzt dzesēšanas apvalka caurumus un nolaist galvu siltā ūdenī, ievadīt tajā saspiestu gaisu ar spiedienu 1,5 - 2,0 kg. 1,5 minūšu laikā nedrīkst izdalīties gaisa burbuļi. Sīkāk par šādu pārbaudi, kā arī par saplaisājušās galvas labošanu rakstīju šeit.
Segli vārsti. Vārsta ligzdas slīpumu forma ir parādīta fotoattēlā. Uz sēdekļu darba slīpajām malām saskares zonā ar vārstiem nedrīkst būt korozijas, caurumiem, izdegumiem un bojājumiem. Nelielus bojājumus novēršam, noņemot (pēc iespējas mazāk metāla) ar speciālu griezēju komplektu ar vadotnēm (piemēram, kvalitatīvs amerikāņu firmas NEWWAY komplekts). Sīkāk par to rakstīju šajā rakstā.
Pēc tam rūpīgi izskalojiet galvu, sēdekļus un eļļas kanālus un pēc tam izpūtiet tos ar saspiestu gaisu.
Vārstu vadotnes... Mēs pārbaudām spraugu starp vadošajām buksēm un vārsta kātiem, mērot vārsta kātu ar mikrometru un iekšējo mērinstrumentu virzošās uzmavas atverei. Klīrenss jaunām buksēm: 0,022 - 0,055 mm ieplūdes vārstiem un 0,029 - 0,062 mm izplūdes vārstiem. Valkājot, maksimālais pieļaujamais klīrenss ir 0,3 (ja nav paaugstināta trokšņa). Ja palielināto atstarpi starp vadotni un vārstu nevar novērst, nomainot to pret biezāku vārstu, tad mainām virzošo uzmavu (izspiežam) - par to lasiet šeit.
Video (noklikšķiniet, lai atskaņotu).
Ir iespējams palielināt vārsta kāta diametru ar hromēšanu, ja uz kāta nav pakāpiena (nevienmērīgs diametra nodilums). Ja ir iespiestas jaunas bukses (virpojam labāk pasūtīt bronzas bukses), tad pēc iespiešanas tās jāizvirza ar speciālu rīvi ar garu vadotni. Pēc tam mēs berzējam vārstus līdz ligzdām ar pastu (vēlams uz ūdens bāzes) - kā to pareizi izdarīt, lasiet šeit.
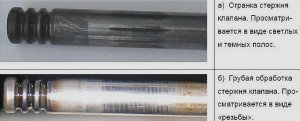
Mēs arī pārbaudām vārstus ar skalas indikatoru, vai nav stieņa izliekuma, ritinot vārstu divās mazās prizmās un vērojot indikatora bultiņas novirzes. Novirze pat dažu simtdaļu mm. nepieņemami. Vārsta kāta blīves dabiski tiek aizstātas ar jauniem.
Vārstu atsperes mēs pārbaudām plaisas, pārbaudām elastību.
Stūmēji vārsti: pārbaudām to darba (berzes) virsmu, tā nedrīkst būt rievota vai skrāpēta.
Izciļņu vārpsta , izciļņu darba virsmas, eļļas blīvējuma virsmas, kā arī ekscentriķis (nemaz) ir balinātas vai cementētas, lai palielinātu nodilumizturību, šīm virsmām jābūt pulētām un tām nedrīkst būt nekādas pēdas, skrāpējumi un nodilums. nobrāzumu forma, pakāpieni.
Ja pastāv dziļi riski un iepriekš minētie defekti, vārpsta ir jānomaina. Mēs uzstādām sadales vārpstu uz divām prizmām un pārbaudām radiālo nolaišanos, izmantojot indikatora statni.Gultņu tapu un izciļņu aizmugures izskrējiens nedrīkst pārsniegt 0,02 mm. Nu, es iesaku šeit izlasīt, kā palielināt standarta sadales vārpstas resursus.
Gultņu korpusi sadales vārpstai nedrīkst būt plaisas un bojājumi, un uz sadales vārpstas tapu gultņu virsmām nedrīkst būt skrāpējumi vai skrāpējumi. Atstarpi starp sadales vārpstas tapām un atbalsta caurumiem nosaka, izmērot šīs daļas un no lielākās atņemot mazāku (mikrometrs un iekšējais mērītājs).
Tāpat atstarpi var noteikt, izmantojot plastmasas kalibrētu stiepli (aprakstīts, izmantojot kloķvārpstu kā piemēru) Projektētā sprauga jaunām detaļām: 0,069 - 0,11 mm, un maksimālais pieļaujamais nodilums: ne vairāk kā 0,2 mm. Pēc detaļu nomaiņas, kas neietilpst maksimāli pieļaujamajos attālumos, atliek visu salikt. Pēc ligzdu frēzēšanas un vārstu uzlikšanas uz vārsta kontaktpunktā ar ligzdu, jābūt plānai (1 - 1,2 mm) matētai sloksnei bez pārtraukumiem aplī.
Pēc vārsta mehānisma montāžas (izžūšanas) mēs pārbaudām, vai vārsti nav noplūduši, šim nolūkam sadegšanas kameras piepildām ar petroleju, vismaz divas minūtes vai labāk par piecām, starp segliniem un vārsti. Tālāk mēs uzstādām galvu uz bloka, protams, starp tiem uzstādot jaunu blīvi.
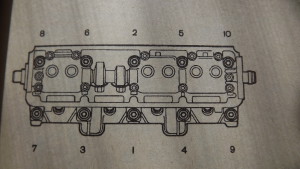
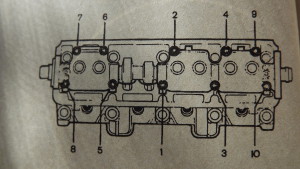
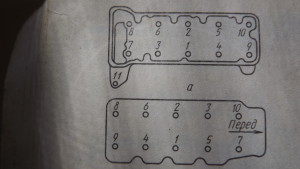
Gultņu korpusu galvas skrūvju un uzgriežņu pievilkšanas secību skatiet zemāk esošajā fotoattēlā. Pievelkot mēs izmantojam griezes momenta atslēgu, un nepieciešamais skrūvju pievilkšanas griezes moments ir atrodams mūsu dzinēja rokasgrāmatā. Atliek uzlikt un pievilkt piedziņas skriemeli un noregulēt termiskās atstarpes.
vārstu dehidrators
Termisko spraugu regulēšana.
Katra dzinēja modeļa vārstu termiskās atstarpes ir atšķirīgas nozīmes, dīzeļdzinējiem tas ir vairāk, benzīna dzinējiem tas ir mazāks, un katrs ražotājs raksta savu vērtību rokasgrāmatā vai uz vārsta vāka uzlīmes (izplūdes gāzēm , tas vienmēr ir vairāk, jo apkures ir vairāk).
Es aprakstīšu spraugu regulēšanu un, ja ir kādi skaitļi, tad tā ir tikai aptuvenā vērtība. Kopumā ir divas galvenās regulēšanas metodes: nomainot regulēšanas paplāksnes (jaunākiem motoriem) un vecākiem (klasiskajiem) motoriem, izmantojot regulēšanas skrūves ar kontruzgriežņiem.
Shim metode: sākumā mēs iestatām sadales vārpstu atbilstoši atzīmēm (parasti uz skriemeļa un galvas savienotāja ar bloku), bet kloķvārpstas skrūvi pagrieziet tikai pulksteņrādītāja virzienā un pēc tam pagrieziet to vēl par 40 -50 °. Tie ir 2–3 zobi uz sadales vārpstas skriemeļa, savukārt pirmajā cilindrā būs degšanas fāze.
Mēs izmērām pirmā cilindra vārstu atstarpes, izmantojot sensoru un, ja atstarpes ir lielākas nekā parasti, tad atceramies, cik daudz vairāk, tad saspiežam stūmēju un noņemam regulēšanas paplāksni. Mēs izmērām tā biezumu ar mikrometru. Nosakiet jaunās paplāksnes biezumu, izmantojot formulu: T = B + (A - B), kur T ir jaunās paplāksnes biezums, A ir izmērītā atstarpe, B ir noņemtās paplāksnes biezums, B ir nominālais. sprauga mm.
Piemēram: A = 0,28 mm; B = 3,80 mm; B = 0,25 mm, tad mēs iegūstam T = 3,80 + (0,28 - 0,25) = 3,83 mm - jaunās paplāksnes biezums. Pavelkot stūmēju (ar speciālu serdi), uzstādiet jaunu biezāku paplāksni, pēc tam pārbaudiet, vai mērstieni ar nelielu saspiešanu jāiekļaujas starp stūmēju un izciļņu. Atliek konsekventi pagriezt kloķvārpstu par pusapgriezienu (un atzīme uz sadales vārpstas skriemeļa tiek pagriezta par 90 °) un noregulēt vārstu atstarpes atlikušajos cilindros.
Metode arregulēšanas skrūves vēl vieglāk. Pirmkārt, tādā pašā veidā mēs iestatām sadales vārpstu uz atzīmēm, kas atbilst pirmā cilindra virzuļa kompresijas gājiena beigām, ar zondi pārbaudiet spraugas izmēru pie abiem vārstiem un, ja zonde iet brīvi vai vispār nepāriet, veicam korekciju.
Lai to izdarītu, uzlieciet uzgriežņu atslēgu uz regulēšanas skrūves un atskrūvējiet šo bloķēšanas uzgriezni uz atvērtā gala bloķēšanas uzgriežņa.Pēc tam ievietojam mērstieni starp regulēšanas skrūvi un vārsta kātu un pagriežam skrūvi, pārliecinoties, ka mērstienis ar vieglu piepūli slīd, kad esam to sasnieguši, izņemam mērstieni un pievelciet pretuzgriezni, pārliecinoties, ka regulēšanas skrūve paliek. vietā (negriežas).
Līdzīgi mēs regulējam atstarpes 3, pēc tam 4 un 2 cilindros, pagriežot kloķvārpstu par 180 ° pēc katra cilindra (sadales vārpsta attiecīgi griezīsies par 90 °). Tas arī viss, aizveriet vārsta vāku.
Vairāk par vārstu termiskās atstarpes regulēšanu varat lasīt šeit.
Bieži vien dzinējiem, kas ir darbināti ar nepareizu termisko atstarpi, vārstu diski to saskares vietā ar sēdekļiem sadedzina un zaudē hermētiskumu. No tā dabiski samazinās kompresija cilindros, un attiecīgi samazinās dzinēja jauda.
Jūs varat atjaunot motora iepriekšējo spēku, berzējot vārstus. Kā un kā to pareizi izdarīt, varat izlasīt šeit šajā noderīgajā rakstā. Nu, par ierīci, dzinēja galvas apkopi un remontu es šeit uzrakstīju atsevišķu detalizētu rakstu.
Es ceru, ka šis raksts par cilindru galvas remontu būs noderīgs iesācējiem amatniekiem, veiksmi visiem.
Sāksim ar jēdzienu definēšanu. Mūsdienu automašīnas cilindru bloks ir dzinēja pamats, uz kura tiek uzstādītas pārējās dzinēja sastāvdaļas: cilindri, kloķvārpsta, eļļas tvertne, cilindra galva.
Mūs interesē tieši cilindra galvas darbības traucējumi un remonts. Vai garāžā-mājā ir iespējams salabot cilindra galvu ar savām rokām? Un amatnieki atbild viennozīmīgi - jā, ir iespējams salabot cilindra galvu ar savām rokām.
Sāksim ar skaidrojumu, ka cilindra galvas remonts ir sarežģīta darbība un prasīs no jums: mazliet izpratni par bloka ierīci, speciāla atslēdznieka instrumenta esamību un spēju to piederēt.
Pamatinstrumenti, kas nepieciešami cilindra galvas remontam
Mandele vārsta kāta blīvējumu iespiedīšanai.
Mikrometrs vārstu un virzošo uzmavu mērīšanai.
Rībels jaunu bukses atritināšanai.
Mandre bukses izspiešanai.
Mandre presēšanai buksēs.
Ierīces vārstu atsperu žāvēšanai.
Iegremdēju komplekts vārstu ligzdu atjaunošanai.
Elektriskā sildvirsma cilindra galvas sildīšanai traucējummeklēšanas laikā un pirms bukses nospiešanas.
Neaizmirstiet par nepieciešamajām rezerves daļām un etiķetēm
Parasti gandrīz jebkuram cilindra galvas remontam ir nepieciešama tā demontāža. Izņēmumi ir, piemēram, vārsta kāta blīvējumu nomaiņa. Tāpēc, pirms sākat demontēt cilindra galvu, padomājiet par nepieciešamā rezerves daļu komplekta iegādi.
Mūsdienu tirgū tiek piedāvāti galviņu komplekti (vai, vienkāršāk sakot, augšējie komplekti), kas ietver cilindra galvas blīvi un visas eļļas blīves un blīves, kas atrodas virs galvenās blīves.
Nu, instruments un minimālais komplekts ir gatavs, mēs sākam novērst cilindra galvas problēmas.
Pirms demontāžas noteikti pārbaudiet kloķvārpstas un sadales vārpstas relatīvo stāvokli atbilstoši atzīmēm. Līdz tam, ka mēs paši uzliekam papildu atzīmes.
Konkrētiem automašīnu modeļiem cilindra galvas demontāžas tehnoloģija ir aprakstīta rokasgrāmatās. Bet ir vērts atgādināt dažu operāciju īpatnības.
Pārmaiņus atskrūvējam galvas stiprinājuma skrūves no vidus par 0,5-1 apgriezienu. Skrūves ar iekšējām spraugām vispirms ir jāattīra no oglekļa nogulsnēm, pretējā gadījumā brīvi ievietota atslēga var nolauzties un rodas problēmas demontāžas laikā;
demontējot cilindra galvu, ja nav pieslēguma shēmas visu veidu vakuuma caurulēm, tad šī diagramma ir jāieskicē pašam, iepriekš uzliekot atbilstošās atzīmes.
Noņemot vārsta atsperes, izmantojiet žāvētājus, nevis "stipra āmura" principu.
Cilindra galvas stāvokļa uzraudzība
Būtībā cilindra galvā nav daudz pamata parametru, kas jāpārbauda pirms cilindra galvas remonta uzsākšanas. Tāpēc sāksim meklēt tipiskus cilindra galvas darbības traucējumus.
Cilindra galvas apakšējā plakne... To pārbauda, izmantojot taisnu malu un zondes komplektu. Lineāls tiek novietots gar galvas diagonālēm uz plaknes un spraugas biezums tiek noteikts, izmantojot mērinstrumentu. Ja klīrenss ir lielāks par maksimāli pieļaujamo klīrensu 0,05-0,06 mm, tad ir nepieciešama cilindra galvas slīpēšana.
Nolietoti sadales vārpstas žurnālu žurnāli un gultņi... Visi diametri tiek mērīti ar mikrometru un salīdzināti ar konkrētajam motora modelim maksimāli pieļaujamajām vērtībām. Pamatojoties uz mērījumu rezultātiem, tiek pieņemts lēmums par detaļu remonta vai nomaiņas veidu. Neaizmirstiet vizuāli novērtēt virsmu ārējo stāvokli. Tiem nedrīkst būt acīmredzamas mehānisku bojājumu pazīmes: skrāpējumi, šķembas, skrāpējumi, rievas utt.
Vārstu kātu un bukses nodiluma uzraudzība... Tas ir izgatavots ar mikrometru vairākos stieņa kontroles punktos ap apkārtmēru. Vārsts tiek mainīts, ja diametra starpība pārsniedz ražotāja norādītos maksimāli pieļaujamos parametrus.
Ja jums nav tādas ierīces kā iekšējais mērītājs, lai noteiktu virzošo bukšu nodilumu, tad to var noteikt pēc vārsta brīvgaitas (jauna) buksē. Parasti bukses tiek aizstātas ar jaunām.
Šādu daļu nodilums, piemēram: segli, sviras, šūpuļsviras, izciļņi tiek noteikti vizuāli. Ja vārsta slīpums ir "neizdevies", bet stienis ir kārtībā, tad tas tiek apstrādāts un vārstu var izmantot atkārtoti.
Citi cilindra galvas defekti var identificēt arī vizuāli. Burbu un serifu klātbūtne uz bloka galvas virsmas tiek novērsta, slīpējot cilindra galvu, lai novērstu necaurlaidīgo savienojumu starp cilindra galvu un pašu bloku.
Tādējādi cilindra galvas remontu veicam vienlaikus ar traucējummeklēšanu, kā saka, tiklīdz pienāk nepatikšanas.