Malu apšuvuma mašīnas ir paredzētas dažādu veidu (PVC, ABS, melamīna un finiera) malu uzklāšanai uz taisnām un izliektām daļām.
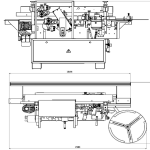
Visi darbi tiek veikti neatkarīgi no tā, kurš ir mašīnas ražotājs. Ir vairākas malu frēžu izkārtojuma shematiskas diagrammas, pretējā gadījumā atšķirības ir nelielās niansēs, kas saistītas ar mašīnu detaļu koordināciju un malu padevi.
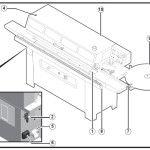
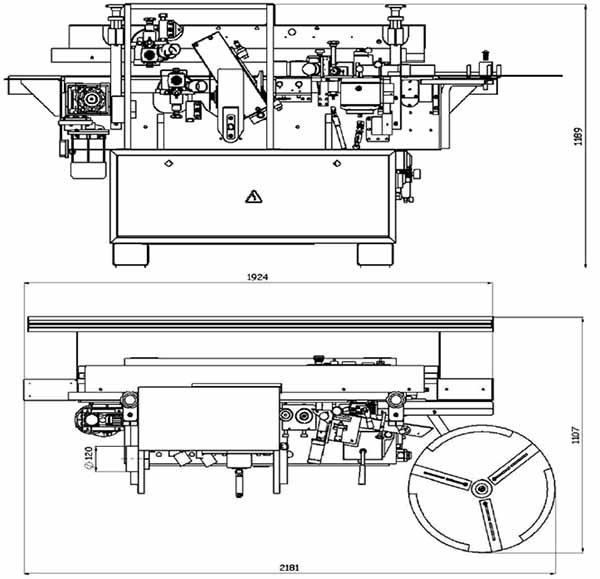
Malu apšuvuma mašīnas izliektu un taisnu detaļu aplīmēšanai, ražošana Vitap.
līmes mezglu remonts.
grafīta starpliku nomaiņa līmes ruļļiem.
pneimatisko detaļu un mezglu remonts.
elektrisko detaļu un komponentu remonts un restaurācija.
Darbgaldos ietilpstošo pneimatisko un elektrisko iekārtu remonts un regulēšana.
Video augšupielādējis Nikolajs Volkovs Meklēt Nikolajs Volkovs pirms 4 gadiem
Malu griezējs, malu aplīmēšanas mašīna, paštaisīts, dari pats
Šis video ir par paštaisītu malu trimmeri. Jūs pat varat izgatavot šādu karstā gaisa pistoli. Pašdarināta apmales mašīna ir izgatavota no metāllūžņiem, šajā video ir parādīts, kā jūs varat izgatavot paštaisītu apmales mašīnu. Un šeit ir kanāls par lidmašīnu modeļiem, būvniecību un lidojumiem, ļoti interesants
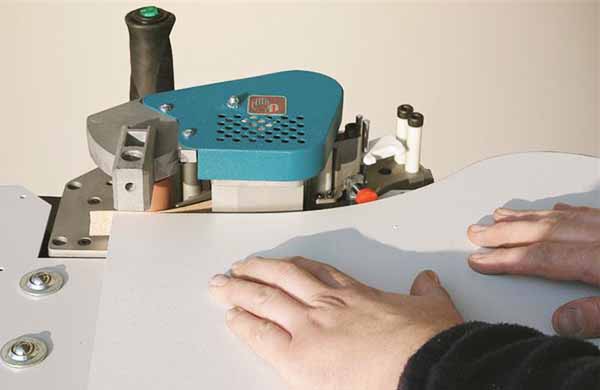
Video par to, kā uz manuālas malu aplīmēšanas mašīnas pielīmēt 0,4mm PVC malu.
Tie, kas mēbeles izgatavo savām rokām un izmanto tādus materiālus kā skaidu plātnes un MDF, zina, kad pēc griešanas lokšņu galos ir nepieciešama aizsardzība. Pateicoties tam, produkti gan kalpo ilgāk, gan tiem ir skaistāks izskats. Mēbeļu PVC mala bieži tiek izmantota kā aizsardzība, taču var būt arī citas iespējas. Šajā rakstā mēs apskatīsim, kā izveidot īpašu apmales mašīnu, kā arī to, kā ar savām rokām pielīmēt aizsargmalu.
Kā mašīnas pamatu izmantoju savu universālo platformu, kas tika izgatavota manam vecajam paštaisītajam urbjmašīnas stendam. Papildus sagatavoju polipropilēna cauruli, skavu kanalizācijas caurulēm 50 mm un alumīnija profilu no moskītu tīkla.
Vadošo veltņu ražošanai es izmantoju polipropilēna caurules gabalus ar diametru 20 mm un augstumu 20 mm.
Iekšpusē abās pusēs es pielodēju uzgriežņus 8 mm, un augšpusē es to nostiprināju ar palielinātu paplāksni ar 6 mm iegremdētu skrūvi. Skrūves nebija pietiekami cieši pievilktas, lai ļautu veltņiem brīvi griezties.
Turklāt viņš samontēja "trešo roku", lai nostiprinātu rūpniecisko fēnu. Fēnu iespējams uzstādīt dažādos ērtos leņķos, vēlamajā attālumā no malas lentes.
Tiek paņemta apmales lente, pagriezta uz āru ar lipīgu virsmu un velk gar rullīšiem līdz vadotnei.Pēc vajadzīgā matu žāvētāja attāluma un temperatūras iestatīšanas mēs sākam līmēt.
Lieko lenti noņemam ar nazi, ejam cauri ar smilšpapīru. Tagad mēs redzam glītu un izturīgu malu, kas ārēji nav zemāka par rūpnīcas malu.
Mūsdienīga CNC malu lente
Apmales mašīnas ir viena no kokapstrādes iekārtām, bez kurām nevar iztikt neviena mēbeļu ražošana. Šāda veida mašīnas ļauj finierēt paneļu plākšņu izstrādājumu malas, pasargājot tās no negatīvas ārējās ietekmes un piešķirot gatavu izskatu. Apmales mašīnu remonts ir viena no mūsu uzņēmuma Kolomnā darba jomām.
Atkarībā no mērķa dažas apmales mašīnas ir paredzētas taisnstūrveida sagatavju galu apstrādei, bet citas ir paredzētas sarežģītas formas cirtainu izstrādājumu apstrādei. Taisnās malas apgriešanas modeļi parasti ir izstrādāti tā, lai automātiski padotu apšuvuma materiālu, tāpēc šīs mašīnas ir grūtāk salabot nekā ar roku darbināmas izliektas apgriešanas mašīnas (skatiet sadaļu “Malu apgriešanas mašīnu remonts”).
Pašlaik rūpniecisko resursu tirgū ir diezgan iespaidīgs daudzums malu apšuvuma tipa kokapstrādes iekārtu ar atšķirīgu skaitu apstrādes vienību, kas veido struktūru. Apstrādes vienību skaits nosaka apmales materiālu uzklāšanas kvalitāti un precizitāti, un līdz ar to arī darbplūsmas estētisko komponentu. Tikmēr, jo lielāks to skaits, jo grūtākas ir atgūšanas darbības, kad nepieciešams veikt remontdarbus.
Darbības laikā jebkura tehnika vienmēr nolietojas, kas nevar neietekmēt darba kvalitāti. Protams, jūs varat vienkārši nomainīt novecojušu mašīnu ar modernu analogu, taču drošākais problēmas risinājums būs pilnīga visu mašīnas daļu pārskatīšana un nolietoto komponentu un detaļu noņemšana, kas atrodas uz nodiluma robežas. . Šī metode ļaus ļoti ievērojami ietaupīt ražošanas finanšu resursus, saņemot iekārtas lietošanai ar īpašībām, kas nekādā ziņā nav zemākas par jauno tehnoloģiju īpašībām.
Malu mašīnas kapitālais remonts attiecībā pret ekonomisko daļu nav lēta procedūra, taču tā ir ārkārtīgi svarīga, ļaujot likvidēt mašīnas nodiluma pēdas. Restaurācijas darbu rezultāts būs pilnībā atjaunināta un tehniski pilnveidota iekārta ar rūpnīcā identiskiem precizitātes rādītājiem. Emisijas cena ir atkarīga no aprīkojuma veida un tā modernizācijas pakāpes. Saskaņā ar eksperimentāliem aprēķiniem, pat vissarežģītākajā gadījumā remonta izmaksas maksās pusi no jaunas mašīnas ar līdzīgām iespējām cenas.
Ja jūsu uzņēmuma aprīkojums ir fiziski un morāli novecojis, kas ir raksturīgs lielākajai daļai vietējo ražošanas organizāciju, nesteidzieties atbrīvoties no dīkstāvē esošās vai nerentablās vienības. Der atcerēties, ka jebkurai, pat visvecākajai mašīnai ir fiziska vērtība, tai ir dzelzs rāmis, un jo lielāka iekārta, jo vairāk tajā ir metāla un līdz ar to lietderīgāka ir restaurācija.
Mūsu tirdzniecības un ražošanas uzņēmums ir gatavs veikt jebkura kokapstrādes vai metāla griešanas sērijas darbgalda remontu, kam ir lieliska resursu bāze un savs aprīkojums darbgaldu detaļu izgatavošanai. Sazināties +7 (916) 166-73-04, +7 (496) 613-20-02.
Uzņēmums "Instrument-Plus" jums piedāvā operatīvs malu apšuvuma mašīnu remonts AR GARANTIJU ... Esam gatavi sniegt arī pakalpojumus malu aplīmēšanas mašīnu uzstādīšana un to ražošanas uzsākšana (malu apšuvuma iekārtu nodošana ekspluatācijā).
Mums ir liela pieredze šādu zīmolu malu apšuvuma mašīnu remontā un regulēšanā:
Mūsu priekšrocības:
vairāk nekā 10 gadu pieredze;
sava rezerves daļu noliktava;
malu aplīmēšanas mašīnu remonta darbības noteikumi;
Remonta darbu garantija;
Ātrs remonts un speciālistu izbraukšana visā Krievijā;
Renovācijas darbu kvalitāti ir pārbaudījuši 100 mūsu klienti.
Par malu apšuvuma iekārtu servisu un remontu varat zvanīt pa tālr. +7 (831) 213-58-48
Vai arī nosūtiet pieteikumu mūsu speciālistiem pa e-pastu:
Mūsu priekšrocības malu apšuvuma mašīnu remontā:
vairāk nekā 10 gadu pieredze;
sava rezerves daļu noliktava;
malu aplīmēšanas mašīnu remonta darbības noteikumi;
Remonta darbu garantija;
Ātrs remonts un speciālistu izbraukšana visā Krievijā;
Renovācijas darbu kvalitāti ir pārbaudījuši 100 mūsu klienti.
Mūsu pakalpojumi:
ātrs remonts;
darbgaldu uzstādīšana;
iekārtu palaišana ražošanā.
Zvaniet mums: +7 (831) 213-58-48
Video augšupielādējis Nikolajs Volkovs Meklēt Nikolajs Volkovs pirms 4 gadiem
Malu griezējs, malu aplīmēšanas mašīna, paštaisīts, dari pats
Šis video ir par paštaisītu malu trimmeri. Jūs pat varat izgatavot šādu karstā gaisa pistoli. Pašdarināta apmales mašīna ir izgatavota no metāllūžņiem, šajā video ir parādīts, kā jūs varat izgatavot paštaisītu apmales mašīnu. Un šeit ir kanāls par lidmašīnu modeļiem, būvniecību un lidojumiem, ļoti interesants
Video par to, kā uz manuālas malu aplīmēšanas mašīnas pielīmēt 0,4mm PVC malu.
 Rūpniecisko iekārtu remonta, apkopes un nodošanas ekspluatācijā pakalpojumi
Rūpniecisko iekārtu remonta, apkopes un nodošanas ekspluatācijā pakalpojumi Rūpniecisko iekārtu remonta, apkopes un nodošanas ekspluatācijā pakalpojumi
Rūpniecisko iekārtu remonta, apkopes un nodošanas ekspluatācijā pakalpojumi