
Detalizēti: virzuļu pāra remonts, ko dari pats, no īsta meistara vietnei my.housecope.com.
Pielietojums: precīzo detaļu, piemēram, augstspiediena degvielas sūkņu virzuļu pāru, nolietotu virsmu atjaunošana. Izgudrojuma būtība: uz nolietota virzuļa atbalsta virsmas tiek veidotas cilindrisku siksnu veidā, kas atrodas vienmērīgi pa virzuļa asi, un slēgtas sloksnes pa nogriezto rievu perimetriem. Sloksņu un jostu platums ir izvēlēts 3-4 mm robežās ar to kopējo laukumu 46-56% no virzuļa laukuma. Atbalsta virsmas tiek veidotas, elektroerozīvi uzklājot divslāņu pārklājumu ar pārklājuma pirmā slāņa virsmas plastisko deformāciju, piemēram, nodilumizturīgs no VK 8, pirms otrā slāņa antifrikcijas materiāla uzklāšanas, piemēram, veic ar vara-grafīta elektrodu, pēc pārklāšanas virzuli berzē čuguna klēpī, pievienojot abrazīvu makaronu. Atgūtais pāris tiek izmantots jaunā vietā. 1 slim.
Izgudrojums attiecas uz metodi precizitātes detaļu nolietotu virsmu elektroerozīvai atjaunošanai, un to var izmantot mašīnbūvē un augstspiediena degvielas sūkņu (HES) virzuļu pāru atjaunošanas mašīnu remontā.
Ir zināma nevienmērīga nodiluma apstākļos strādājošu detaļu darba profila atjaunošanas metode, saskaņā ar kuru uz detaļu profila darba virsmas iepriekš tiek uzklāts aizsargslānis, kura biezums ir ierobežojošais izvēlētajam. elektroerozīvs režīms (av.c. CCCP N 698746, Class B 23 N 9/00, 1979).
Šīs metodes trūkums ir tāds, ka izvēlētajam elektroerozijas režīmam maksimālo slāņa biezumu raksturo defektu koncentrācija un atlikušie stiepes spriegumi, kas ir nevēlami, savienojot precizitātes pāru daļas.
| Video (noklikšķiniet, lai atskaņotu). |
Piedāvātajam tehniskajam risinājumam vistuvākā ir virzuļu pāru atjaunošanas metode, tai skaitā atbalsta virsmas veidošana uz virzuļa cilindrisku jostu veidā ar pretberzes pārklājuma uzklāšanu (red. N 1715864, C 21 D 1 /78, 1992).
Zināmā metode nenodrošina pilnīgu virzuļa pāra kalpošanas laika un darbības parametru atjaunošanu.
Izgudrojuma pamatā ir uzdevums ieviest tādu metodi, kas palielinātu virzuļu pāra resursus, savlaicīgi intensificētu savienojošo virsmu ieskriešanas procesu, uzlabojot restaurācijas kvalitāti.
Problēma tiek atrisināta ar to, ka virzuļa pāra atjaunošanas metodē, ieskaitot atbalsta virsmas veidošanu uz virzuļa cilindrisku siksnu veidā ar pretberzes pārklājuma uzklāšanu, saskaņā ar izgudrojumu cilindriskā siksnas ir izvietotas vienmērīgi pa virzuļa asi un veido papildu atbalsta virsmas slēgtu sloksņu veidā gar nogriezto rievu perimetru, savukārt sloksņu un cilindrisko jostu platums ir izvēlēts 3-4 mm robežās ar to kopējo summu. 46-56% no virzuļa virsmas laukuma, nesošās virsmas tiek veidotas, elektroerozīvi uzklājot divslāņu pārklājumu ar pirmā pārklājuma slāņa virsmas plastisko deformāciju pirms otrā, antifrikcijas slāņa uzklāšanas.
Izmantotās metodes priekšrocības ir tādas, ka pārklājuma apakšējā slāņa uzklāšana, kas izgatavota no nodilumizturīga materiāla, un augšējais no antifrikcijas materiāla nodrošina ne tikai augstu nodilumizturību, bet arī labu slīpēšanu un ieskriešanu; Apakšējā slāņa virsmas plastiskā apstrāde pirms augšējā slāņa uzklāšanas nodrošina labu slāņa saķeri ar pamatni, iekšējo stiepes spriegumu maiņu uz iekšējiem spiedes spriegumiem un vienmērīgu pārklājuma slāņa biezuma sadalījumu.
Pārklājuma uzklāšana vienmērīgi izvietotu svītru veidā un gar nogrieztās rievas perimetru nodrošina mikropadziļinājumu veidošanos, kas atbilst to mērķim labirinta blīvēm.
Pārklājuma laukuma vērtības 46-56% robežās no kopējā atkopšanas laukuma ar pārklājuma joslas platumu 3-4 mm tiek noteiktas papildu eksperimentālos pētījumos un nodrošina pietiekamu atbalsta virsmas izmēru un virzuļa pāra hermētiskumu. .
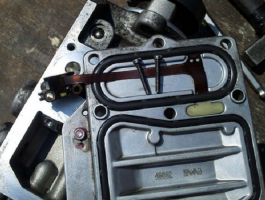
Zīmējumā parādīts samontētā virzuļa pāra vispārējs skats, kas atjaunots ar pieprasīto metodi. Virzuļa pārī ietilpst: virzulis 1, virzuļa uzmava 2, nogrieztās rievas 3, aksiālais caurums virzulī 4, diametrālais caurums virzulī 5, ieplūdes caurums uzmavā 6, apvada caurums uzmavā 7, virzuļa darba virsmas pārklājums, kas sastāv no apakšējā nodiluma. izturīgs slānis 8 un augšējais antifrikcijas slānis 9.
Piemērs konkrētai metodes ieviešanai.
KamAZ-740 dīzeļdzinēju nolietotajiem augstspiediena degvielas sūkņa virzuļiem, kas izgatavoti no tērauda ShKh15, vietās virs nogriešanas rievas, zem nogriešanas rievas, gar griezuma malām tika uzklāts nodilumizturīgs pārklājums. -noņemšanas rieva ar nodilumizturīgu leģējošu elektrodu, kas izgatavots no VK8 materiāla šādos režīmos: strāva I 0,8A, strāvas frekvence f 200 Hz, dopinga laiks 
= 1 min / cm 2 ar pārklājuma joslas platumu 3-4 mm un izveidotā pārklājuma kopējo laukumu Fsp. 46-56% no virzuļa atkopšanas laukuma ar vienmērīgu pārklājuma sloksņu izvietojumu uz atjaunotās virsmas.
Pēc pārklājuma uzklāšanas atjaunotās virzuļa virsmas apstrādā ar īpašu trīs rullīšu sliedi ar rites spēku 100 kgf. To pašu laukumu atkārtota pārklāšana tiek veikta ar antifrikcijas sakausējuma vara-grafīta elektrodu pie I 1,2A, f 200 Hz,
= 1 min / cm 2 ..
Pēc virzuļa ārējā diametra palielināšanas 8., 9. iedaļās to berzē čuguna loksnē, pievienojot abrazīvu pastu, un pēc tam kopā ar virzuļa uzmavu 2 ar abrazīvu pastu. Pēc tam šādā veidā atjaunotais virzuļu pāris tiek izmantots jauna vietā.
Pētījums, lai noteiktu atjaunotā virzuļa pāra darbības laika atkarību stundās, nodrošinot ekspluatācijas degvielas padevi no izveidotā pārklājuma sloksnes platuma, tika veikts uz speciāla STAR-12F stenda cikliskajai degvielas padevei, vienlaikus nodrošinot kalpošanas laiks vismaz 2500 stundas.pārklājumi no 3mm un vairāk, tiek nodrošināts stabils darbs. Seguma joslas maksimālā platuma ierobežojumu 4 mm nosaka ekonomiskā iespējamība.
Pētījums, lai noteiktu atjaunotā virzuļa pāra darbības laika atkarību stundās, saglabājot pārklājuma sloksnes platumu 3-4 mm un nodrošinot ekspluatācijas degvielas padevi atkarībā no izveidotā pārklājuma kopējās platības attiecības (Fcoating ) uz virzuļa atjaunošanas zonu (Fplunger) tika veikta uz speciāla STAR stenda -12F cikliskai degvielas padevei, nodrošinot vismaz 3000 stundu kalpošanas laiku no izveidotajām 3-4 mm pārklājuma sloksnēm ar to vienmērīgu izvietojumu uz remontējamā virsma, kas atbilst jaunā virzuļa pāra resursam.
Metode virzuļa pāra atjaunošanai, kurā atbalsta virsmas veidošana uz virzuļa cilindrisku lentu veidā ietver pretberzes pārklājuma uzklāšanu, kas raksturīgs ar to, ka cilindriskās lentes ir izvietotas vienmērīgi pa virzuļa asi. un veido papildu atbalsta virsmas slēgtu lentu veidā pa nogriezto rievu perimetriem, savukārt lentu un cilindrisko siksnu platumu izvēlas 3-4 mm robežās ar to kopējo laukumu 46 līdz 56% no virzuļa virsmas laukuma. , atbalsta virsmas tiek veidotas, elektroerozīvi uzklājot divslāņu pārklājumu ar pirmā pārklājuma slāņa virsmas plastisko deformāciju pirms otrā, antifrikcijas slāņa uzklāšanas.

Sāksim ar mazāko, kas ir virzulis? Virzulis ir sava veida virzulis, kas izgatavots cilindra formā, tā garums pārsniedz diametru. Dīzeļdegvielas transportlīdzekļos un degvielas iekārtās plaši izplatīti ir tā sauktie virzuļu pāri. Virzuļa pāris sastāv no virzuļa un uzmavas.
Virzuļa pāris ir viena no augstspiediena degvielas sūkņa vai, īsi sakot, iesmidzināšanas sūkņa galvenajām daļām. Augstspiediena degvielas sūknis iezīmē un īstajā laikā piegādā dzinējam vajadzīgo degvielas daudzumu. Tas to arī piegādā ar noteiktu spiedienu un tiek piegādāts dzinēja cilindriem. Lai novērstu degvielas noplūdi augstā spiedienā caur spraugu starp uzmavu un virzuli, atstarpe ir ļoti maza, tikai 1-3 mikroni. Virzulis un uzmava ir izgatavoti no augstas stiprības tērauda, kas ir rūdīts līdz augstai stiprībai, kā rezultātā tiek iegūts precīzs, augstas kvalitātes detaļu pāris, ko nevar mainīt atsevišķi.
Virzuļu pāriem ūdens klātbūtne dīzeļdegvielā ir destruktīva, jo, nokļūstot precīzo detaļu spraugā, tiek saplīsusi degvielas plēve, kas ieeļļo pāri uz berzes virsmām, un virzulis kādu laiku darbojas bez eļļošanas. Rezultātā uz virsmām veidojas tā saucamie “krampji”, kā rezultātā tās iestrēgst. Nu pati ūdens iekļūšana ir zināma no kurienes, tā ir zemas kvalitātes dīzeļdegviela, un ūdens arī veicina čaulas un virzuļa koroziju, kas noved pie virzuļu tūlītējas remonta.
Papildus ūdenim diezgan bieži problēmas rodas arī mikroskopisku putekļu daļiņu iekļūšanas degvielā rezultātā, tas darbojas kā abrazīvs instruments, kā arī kaitē sūkņa virzuļa pārim. Sakarā ar dažādu piemaisījumu iekļūšanu virzuļa pāra mehānismā, notiek arī automašīnas sūkņa un motora iestrēgšana un darbības traucējumi, tas viss noved pie remonta.
Augstspiediena sūkņa virzuļu pāris ir augstas precizitātes mehānisms un, lai izvairītos no tā atteices, ir nepieciešams regulāri diagnosticēt virzuļu pāri un izmantot augstas kvalitātes degvielu.
Lai diagnosticētu augstspiediena sūkņa virzuļu pāri, ir nepieciešams īpašs aprīkojums, kas ļauj pārbaudīt virzuļa pāra nodiluma pakāpi un ražošanu, un tikai pēc tam, ja nepieciešams, to nomainīt pret jaunu vai atjaunot. . Virzuļa pāra remonts sastāv no pilnīgas uzmavas un paša virzuļa ģeometrisko parametru atjaunošanas. Uzmava ir atjaunota ar mehānisku apstrādi. Virzuļa remonts tiek veikts, uzklājot uz tā nodilumizturīgu cieto hromu. Viens pats garāžā bez tehnikas, t.i. rokdarbu veidā nav iespējams salabot virzuļus.
Reģistrējieties, lai iegūtu kontu. Tas ir vienkārši!
Jau ir reģistrēta? Pierakstieties šeit.

Sveiki dārgie foruma lietotāji!
Šāda veida jautājums/problēma.
Hyundai Terracan 2.9 crdi, dzesēšanas šķidrums palicis, brauca ar mašīnu uz servisu, tur ir "speciālisti" (patiesību sakot, pilsēta ir maza un speciālisti
Hyundai mums gandrīz nav) teica, ka noplūde no sūkņa, nomainīts sūknis, ar mašīnu nebraucam bieži, tāpēc tikai pēc pāris mēnešiem
pamanīju, ka problēma nav izsmelta un dzesēšanas šķidrums joprojām pazūd, un jums ir jāpapildina. Aizbrauca uz citu servisu, teica, ka sūce nāk no “priekšējā dzinēja pārsega” un jāmaina blīve, kura “ik pa laikam izspiedās/atstrādājās”. ), to ņemot vērā. un tas, ka serviss nezin vai vajag izņemt dzinēju (tādu darbu vēl nav veikuši), man rodas sekojoši jautājumi.
1. Vai man ir jānoņem dzinējs, lai nomainītu šo blīvi “zem dzinēja priekšējā vāka”, vai arī to var nomainīt, to nenoņemot?
Ja pareizi sapratu vedni - kurš man skaidroja, šķiet, ka tas “aizver” dzesēšanas sistēmas logus un atrodas zem sūkņa vai ap to. - (Es nopirku atbalstītu automašīnu, nesen, tāpēc tas ir vājš to remontā un citās lietās)
2. Vai var iegādāties vienu un to pārdod atsevišķi?
Vai arī pērc komplektu un visu nomaini, vai ņem komplektu un maina tikai vienu? - viņi ieteica pirkt oriģinālo komplektu, vai tas ir daudz labāks par “neoriģinālo”?
3.Cik saprotu liela varbūtība, ka vecais sūknis ir kārtībā, un ir diezgan funkcionāls, ar vizuālu apskati kaut kā to varu noteikt, vai vienkārši pajautāt speciālistam?
ps. Jau iepriekš paldies par atbildēm, ja tēmu izveidoju kaut kā nepareizi, vai nepareizā sadaļā, atvainojos administrācijai un, ja iespējams, rediģēju/pārietu uz vēlamo.
ps2. Internetā pēc vāka pieprasījuma parādījās, vai tā ir viņa?
Pirmo reizi rakstu forumam, lūdzu atsaukties ar lūgumu jaunajam (ne pieredzējušajam) īpašniekam Terikam un piedodiet viņam par tehniskās daļas nezināšanu!
Problēma sākās ar karstuma atnākšanu, dzirdēju, ka mašīnas aizmugurē parādījās jauna skaņa (sākumā grēkoju uz gumijas), izrādījās, ka nē.
Atnācu uz oficiālu servisu, meistars pacēla mašīnu, teica, ka par pusass gultņu nomaiņu, ko veiksmīgi pasūtīju ar foruma palīdzību (tur atteicās nomainīt, jo nevarēja garantēt kvalitāti par remontu, sakot, ka viņi jau ir salauzuši pusasi)
Pierakstījies uz nomaiņu citā birojā. Uzsākot servisu, izrādījās, ka tie nav pusass gultņi, bet gan aizmugurējās ass piedziņas zobrata gultnis (kāts), viņi ar rokām sagrieza kardānu un sajuta gultņa darbības traucējumus.
Tāpēc es vēlos jums jautāt, vai esat saskāries ar šo problēmu un vai jums ir tiesības izmantot pakalpojumu?
Ja jā, pastāstiet man, kas mainās paralēli kāta gultnim (LSD tilts), kādi ir kataloga numuri.
pievienots virzuļa marķējums un blīvju remonta komplekts manam 4JG2. Kreisais aerosols. Meistari teica, ka man derētu no Surf, Delica. Patiesībā tas tā neizdevās.
Vai man ir jāieeļļo pati vārpsta ar gojas pastu un jāpalielina temps?
Plunžeri šim motoram veikalā 5. Man ieteica veco atnest un paņemt. Tāda, kas ir delikātam, sērfam, bighorn 9600, tad uz augšu 10800, 12000. Mans mīļākais 14500 rubļu. No Japānas tas tika novērtēts pēc plāksnes (citā veikalā) - 9600 rubļu. Bet es samulsu, kad pārdevējs teica, ka tie ir vienādi uz visiem 4JG2.
Kas ir Goya makaroni? Nogaliniet virzuli. Uzticiet šo biznesu amatniekiem ar normālu stendu, es neiesaku jums kāpt pašiem. Protams, Južnosahalinskā nav amatnieku. Virzuļu pāri tiek pārdoti jau saplacināti vajadzīgajā izmērā - pasta tikai palielinās atstarpi, spiediens samazināsies un tvaiki nonāks atkritumu kaugā. Piemēram, mana brāļa servisā pirms montāžas tiek rūpīgi izmazgāts sūknis un tvaiks, sūknī visas gumijas lentes un vara paplāksnes (jā, tās ir vienreizējās), nomainīta eļļas blīve, tad saliktais sūknis “darbojas” kādu laiku pie stenda tiek mērīts spiediens, starta “degvielas deva”, notiek regulēšana utt. utt.
Un cenu zīme ir apmēram 7-10 rubļi par visu. No rīta brauca ar mašīnu, pēcpusdienā paņēma - noņems/uzliks sūkni, nomainīs virzuli, noregulēs kā pulksteni, ja vajadzēs - nomainīs zobsiksnu, pieres eļļas blīves, pārbaudīs sprauslas, nomainīs sprauslas (visas par papildu samaksu). Virzuļu pāris ir iekļauts šajā naudā (atgūts ar hromu no līdzīga sūkņa un lai ko saka šīs metodes pretinieki - pats slidoju 4 gadus un pat nedomāju kāpt pumpī, tikai nomainīju gumijas pirms mēneša, jo sprūdam bija nodilis gredzens un sāka tecēt sūknis - 30 minūtes darbības).
PS: Galvenais laicīgi nomainīt filtru un nepildīt nezināmas izcelsmes solāriju.
Tehnoloģiskais process virzuļu pāru remonts ar ķīmiskās niķelēšanas metodi ietver šādas darbības:
- detaļu mazgāšana, kontrole un šķirošana;
- virzuļu un uzmavu apstrāde;
- virzuļu ķīmiskā niķelēšana;
- virzuļu apstrāde pēc pagarinājuma;
- detaļu atlase un savstarpēja slīpēšana;
- pāru kontrole un pieņemšana.
Virzuļu pāru skalošana, kontrole un šķirošana... Virzuļu pāru kontrole un šķirošana sastāv no detaļu ārējās pārbaudes un hermētiskuma pārbaudes. Īpaša uzmanība jāpievērš korozijas noteikšanai. Ja tiek konstatētas korozijas pēdas vai gareniskās pēdas, detaļas tiek salabotas.Virzuļu komplektiem ar gludu gaitas virsmu tiek pārbaudīta hermētiskuma pārbaude. Virzuļu pāri, kuru blīvums ir mazāks par normu, ir nepabeigti; virzuļi un uzmavas tiek nosūtītas remontam.
Virzuļa apstrāde... Lai darba virsmai piešķirtu pareizu ģeometrisko formu, kā arī novērstu triecienus un riskus, detaļas tiek pakļautas mehāniskai apstrādei (sagatavošana un apdare). Virzuļu darba virsmas iepriekšēja pārklāšana ar čuguna apšuvumu tiek veikta uz speciāla apdares stieņa vai virpas.
Uzmavu apstrāde... Uzmavu apstrāde ietver šādas darbības:
- urbuma iepriekšēja pārklāšana;
- smalka cauruma pārklāšana;
- gala virsmas pārklāšana;
- detaļu kontrole un šķirošana grupās.
Virzuļu ķīmiskā niķelēšana... Virzuļa virsmas, kas nav pakļautas ķīmiskai niķelēšanai, tiek pārklātas ar plānu un nepārtrauktu PVC lakas slāni un žāvētas cepeškrāsnī 30-40 ° C temperatūrā. Lai nodrošinātu labu sakausējuma adhēziju, detaļas virsma ir rūpīgi attaukota ar benzīnu un kalcija-magnija kaļķi.
Pēcbūves apstrāde... Ja nepieciešams, detaļas tiek berzētas, lai darba virsma iegūtu regulārāku ģeometrisku formu. Klēpim vajadzētu brīvi pārvietoties pa virzuļa asi ar detaļas 150-200 apgr./min. Apstrādājot, ieteicams izmantot plānu GOI pastu. Pēc rūpīgas skalošanas benzīnā detaļas tiek izmērītas un sašķirotas grupās atbilstoši darba virsmu diametru lielumam ar 2 mikronu intervālu.
Atlase un savstarpēja lāpīšana... Pēc pēdējās apstrādes virzuļi tiek atlasīti un piestiprināti pie piedurknēm. Virzulim ir jāiekļaujas uzmavā apmēram skriešanas siksnas garumā. Detaļu savstarpēja slīpēšana tiek veikta pie vārpstas 150-200 apgr./min. Šajā gadījumā tiek izmantota plāna GOI vai alumīnija oksīda pasta. Pārvietojiet uzmavu gar virzuli vienmērīgi, bez spiediena. Apdares beigas raksturo brīvāka uzmavas kustība pa visu virzošo virsmu.
Gatavos tvaikus mazgā benzīnā un izpūš ar saspiestu gaisu.
Pāru kontrole un pieņemšana... Pārlaiduma virsmu kvalitāti nosaka vizuāli pārbaudot un pārbaudot virzuļa vienmērīgu kustību uzmavā. Pēc tam tvaikam pārbauda blīvumu.
Virzuļa un uzmavas pārspīlētajām virsmām jābūt vienmērīgi mirdzošām, ir pieļaujami mazākie, ar aci tik tikko pamanāmi gājieni.
Pēc detaļu skalošanas dīzeļdegvielā virzuli, kas pagarināts no uzmavas par 40-50 mm, vertikālā stāvoklī zem sava svara ir jānolaižas līdz atdurei pret uzmavas gala virsmu. Nav pieļaujama vietēja pretestība, bremzēšana un virzuļa iestrēgšana uzmavā.
Virzuļu pāru blīvumu nosaka, pārbaudot spiedienu ar MT-16P eļļas un dīzeļdegvielas maisījumu ar viskozitāti 10 cc 50 ° C temperatūrā.
Tvaiki tiek pārbaudīti zem spiediena 300 kg / cm2 šķidruma temperatūrā 18-20 ° C.
Uz rīsi. 164 parādīta ierīce virzuļu pāru presēšanai. Testa pāris ir uzstādīts īpašā noņemamā uzmavā 3, kurā uzmava ir nofiksēta ar skrūvi. Noņemamajai uzmavai ir rievas virzuļa uzstādīšanai gar griešanās leņķi attiecībā pret oderes logiem maksimālās degvielas padeves pozīcijā. Bukses komplekts ar pārbaudīto pāri ir uzstādīts ierīces korpusa 9 ligzdā.
Uzmavas gals ir aizzīmogots ar pārspētu papēdi 8 un caur stieni 7 iespīlēts ar skrūvi 6. Atsvars 12 caur sviru sistēmu 1 un stūmēju 2 virza virzuli uz augšu. Sviru 5 izmanto, lai paceltu kravu augšējā stāvoklī, un fiksatoru 11 izmanto, lai to nostiprinātu. Īpaša svira 10 ir paredzēta, lai atkārtotas pārbaudes laikā virzuli uz leju.
Rīsi. 164. Ierīce virzuļu pāru presēšanai.
Pāris tiek pārbaudīts šādā secībā. Slodze tiek fiksēta augšējā stāvoklī, ierīces bukse kopā ar virzuļa guļvietu ir uzstādīta korpusa ligzdā, uzmavas gals ir noslēgts un dobums virs virzuļa ir piepildīts ar presēšanas maisījumu, atverot vārstu. 4 no cauruļvada.Tad kravas fiksators tiek nomests. Slodzes ietekmē virzulis saspiež maisījumu līdz spiedienam 300 kg / cmg un, virzoties uz augšu, pakāpeniski izspiež to caur testa pāra spraugu. Slodzes krišanas ilgumu, pēc kura tiek noteikts pāra blīvums, atzīmē hronometrs. Katrs pāris ir saspiests 3 reizes. Testi tiek uzskatīti par pareiziem, ja starpība starp abu eksperimentu iegūtajiem datiem nepārsniedz 3 sekundes. Ja starpība ir lielāka, tvaiks ir jāizskalo tīrā dīzeļdegvielā un atkārtoti jāpārbauda.
Atjaunotie virzuļu komplekti ir sakārtoti trīs grupās pēc to blīvuma. Pirmajā grupā ietilpst pāri ar gofrēšanas laiku 6-10 sek., Otrajā - 10-15 sek. un trešajā 15-20 sulas. Katrs sūknis ir aprīkots ar vienas blīvuma grupas virzuļu pāriem.
Tvaiki, kas blīvuma ziņā neatbilst tehniskajiem nosacījumiem, tiek nosūtīti uz atkārtotu aprīkojumu. Nelielas aizķeršanās gadījumā virzuļa pāri vēlreiz rūpīgi nomazgā tīrā dīzeļdegvielā un atkal nostiprina spiedienu.
Sistemātiskai stenda stāvokļa pārbaudei tiek izmantoti kontroles un atskaites pāri. Turklāt katram stendam tiek ražota vadības uzmava. Izmantojot šo buksi, no jauno detaļu skaita tiek izvēlēti divi virzuļu pāri, kuru blīvums atbilst presēšanas laikam 6; 10 un 20 sek. Virzuļa lodīšu atlasi veic 18 ° C temperatūrā, izmantojot standarta maisījumu. Kontrolpāri ir atzīmēti: "K-6 sek"; К-10 sek "un" К-20 sek. Šie tvaiki tiek uzglabāti OTK rūpnīcā.
Atsauces daļām tiek izmantots šāds marķējums: "E-6 sek"; "E-10 sek" un "E-20 sek". Šos pārus izmanto darbnīcas vadītājs.
Pieļaujamā blīvuma atšķirība starp atskaites un kontroles pāriem ir 0,5 sek. pāriem ar blīvumu 6 un 10 sek. un 1 sek. pāriem ar blīvumu 20 sek.
Katru dienu, uzsākot darbu, kā arī pēc statīva tvertnes uzpildīšanas ar svaigu maisījumu, tiek mērīts atsauces pāru blīvums uz statīva darba uzmavas.
Statīva rādījumi tiek uzskatīti par pareiziem, ja iegūtais tvaika blīvums atšķiras no nominālā (atzīmētā uz atskaites pāra) ne vairāk kā par 1 sek. pāriem ar blīvumu 6 sek., par 2 sek. pāriem ar blīvumu 10 sek. un pa 4 sek. pāriem ar blīvumu 20 sek. Ja rādījumu atšķirība ir lielāka par norādītajām vērtībām, tad atskaites pāri pārbauda pret vadības uzmavu. Pieļaujamā rādījumu atšķirība, pārbaudot atskaites pāri uz vadības un darba bukses, ir pieļaujama ne vairāk kā 0,5 sek. pāriem ar blīvumu 6 un 10 sek. n 1 sek. pāriem ar blīvumu 20 sek. Ja testa rezultātu atšķirība ir lielāka, tad statīva darba bukse un blīvējuma papēdis tiek nomainītas pret jaunām detaļām. Atsauces pāris tiek pārbaudīts divas reizes mēnesī, salīdzinot ar atsauces pāri uz atsauces uzmavas.
Pēc šķirošanas grupās virzuļu pāri tiek marķēti. Detaļas, kas paredzētas ilgstošai uzglabāšanai, tiek konservētas. Šim nolūkam virzuļa pāri mazgā tīrā benzīnā, žāvē, nostiprina īpašā rāmī un iegremdē vannā ar aviācijas eļļu 110–120 ° C temperatūrā. Pēc putu piešķiršanas pārtraukšanas rāmis ar detaļām tiek noņemts. Pēc tam, kad eļļa noplūst no detaļu virsmas, rāmi 2-3 sek. iegremdē vannā ar konservantu maisījumu, kas satur 100 g parafīna uz 1 kg aviācijas eļļas. Maisījuma temperatūra ir 75-85 ° С.
Pēc konservēšanas katru pāri iesaiņo ar pergamentu vaskotu vai azocerīta papīru un ievieto kastē.
Uzmanību! Autoservisu tīkls par izdevīgām cenām. Izliekuma pārbaude ir BEZMAKSAS! Nav rindu! Remonts tajā pašā dienā!
Lejupielādēt/drukāt tēmu
Lejupielādējiet motīvu dažādos formātos vai skatiet motīva drukājamu versiju.
Augstspiediena degvielas sūknis ir katra dīzeļdzinēja būtiska sastāvdaļa. Šī mehānisma dēļ degviela kļūst ne tikai par šķidrumu, bet par degvielas un gaisa maisījumu. Sūkņa darbību ietekmē arī tāda daļa kā virzuļa pāris. Viņa ir atbildīga par degvielas piegādi un sadali.
Šī elementa dizainā ir divas galvenās daļas - virzulis un uzmava.
Virzulis sastāv no maza cilindriska virzuļa. Kad sūknis darbojas, virzulis pārvietojas uzmavas iekšpusē. Veicot kustības uz augšu un uz leju, virzulis iesūc degvielu, un pēc tam tas tiek iesūknēts pārmaiņus darba cilindru sprauslās, kur tas zem augsta spiediena izsmidzinātā stāvoklī aizdegas. Augstspiediena degvielas sūkņa virzuļa pārim uz uzmavas ir vairāki caurumi, caur kuriem tiek piegādāta dīzeļdegviela turpmākai iesmidzināšanai.
Citiem vārdiem sakot, virzuļa pāra galvenais mērķis ir precīzi izmērīt degvielu, lai pēc tam to varētu ievadīt dzinēja cilindros. Tāpat šis elements palīdz sūknim piegādāt degvielu īstajā brīdī ar pareizo spiedienu. Lai viss noritētu bez pārtraukumiem, virzuļa pārim jāatbilst visām prasībām. Tāpēc virzuļu pāris, kura cena nav tik maza, ir jāražo uz augsto tehnoloģiju iekārtām, ir nereāli to izgatavot mājās.
Iesmidzināšanas sūkņa virzuļa pāris - sarežģīts elements, ar to jādarbojas piesardzīgi un pastāvīgi jāievēro nepieciešamās prasības. Lai ierīce darbotos nevainojami un efektīvi, jāizmanto tikai augstas kvalitātes degviela. Tā kā degvielas kvalitāte mūsu degvielas uzpildes stacijās atstāj daudz vēlamo, virzuļu pāru atjaunošana ir ļoti populārs pakalpojums.
Zemas kvalitātes degviela satur lielu daudzumu ķīmisko elementu, kas ievērojami samazina virzuļa pāra izturību. Visnegatīvāko ietekmi rada ūdens, kas kondensāta veidā nonāk degvielā. Ja starp uzmavu un virzuli ir daudz ūdens, tad eļļošanas plēve salauž tās integritāti un tad daļa darbojas bez eļļošanas. Tas var tik ļoti deformēt daļu, ka virzuļu pāru atjaunošana vienkārši nepalīdzēs. Atliek tikai veikalā iegādāties virzuļu pāri un mēģināt uzpildīt degvielu tikai ar augstas kvalitātes degvielu.
Ir vairākas pazīmes, kas liecina, ka daļai ir defekts. Viens no tiem ir motora atteikums iedarbināt, it īpaši, kad motors ir iesildīts. Ir iespējams noskaidrot, vai iesmidzināšanas sūkņa virzuļu pāris darbojas normāli, kamēr dzinējs darbojas. Mums jāpievērš uzmanība viņa darba kvalitātei. Ja virzuļa pāris ir bojāts, motors zaudē jaudu, un tas darbojas ar neraksturīgām skaņām. Turklāt dzinējs var darboties ar pārtraukumiem un kļūt nestabils. Ja tika pamanīts vismaz viens simptoms, tad ir nepieciešams veikt diagnozi.
Jāatzīmē, ka diagnostikai tiek izmantots īpašs aprīkojums. Tāpēc mājās ir ļoti grūti pateikt, vai virzuļa pāris ir bojāts vai nē. Degvielas uzpildes stacijā profesionāļi var droši pateikt par darbības traucējumiem, un tā risināšanas metode ir regulēšana vai pilnīga nomaiņa. Remonta laikā ir nepieciešams īpašs aprīkojums, lai atjaunotu uzmavas un virzuļa hermētiskumu.
Tagad vajadzētu pastāstīt, kā nomainīt virzuļa pāri. Vispirms jums jāiet uz veikalu, jāpaņem un jāiegādājas virzuļu pāris, kas derēs konkrētam dzinējam. Ir nepieciešams izjaukt visu, kas tiek noņemts ap degvielas sūkni. Tas ir nepieciešams, lai bez problēmām noņemtu veco virzuļu pāri un nekas netraucētu. Pēc tam jums ir jānoņem dzinēja priekšējais vāks, atskrūvējiet uzgriezni, kas nostiprina piedziņas pārnesumu, un pēc tam atskrūvējiet visas caurules un noņemiet degvielas sūkni. Visas daļas, kas atrodas netīrumos, ir jātīra vienlaikus. Tikai pēc tam jūs varat sākt izjaukt degvielas sūkni, atskrūvēt pašu virzuļa pāri, bet tikai ar īpašu piesardzību un īpaši sagatavotā vietā ar nepieciešamo instrumentu komplektu.
Ir nepieciešams rūpīgi iztukšot no tā degvielu, demontēt veco virzuļa pāri, pārbaudīt atlikušo detaļu stāvokli, proti, izciļņa mazgātāju, veltņus, pastiprinātāja sūkni utt.Pēc tam jūs varat visu salikt apgrieztā secībā, pirms uzstādīšanas rūpīgi nomazgājot virzuļa pāri ar dīzeļdegvielu no konservācijas.
Lai pielāgotu iesmidzināmās degvielas daudzumu, virzulim ir īpaša nogriežamā mala. Kad virzulis virzās uz augšu, tas vispirms aizver izplūdes atveri, un caur šo malu atvere nedaudz atveras. Šīs malas griešana tiek veikta ar spirāli, lai, pagriežot virzuli, mainītos laiks pirms nogriešanas. Lai virzulis varētu griezties un veikt pārvietošanās kustības, tas balstās uz izciļņa paplāksni un nofiksējas ar savu tapu. Kad paplāksne griežas, tā griež arī virzuli, un izciļņi ieskrienas veltņos un spiež to. Virzulis tiek regulēts ar dažāda biezuma starplikām. Pats galvenais ir neaizmirst, ka virzuļu pāra cena ir diezgan augsta, tā ir ļoti trausla un sarežģīta daļa, tāpēc ar to jārīkojas ļoti uzmanīgi.
Dīzeļdzinēja darbība ir četrtaktu, kuru laikā veidojas degošs degvielas un gaisa maisījums. Aizdegšanās notiek nevis dzirksteles, bet gan augsta spiediena dēļ, tāpēc dīzeļdzinēju kompresijas pakāpe vienmēr tiek palielināta.
Cummins Inc. Ir viens no pasaules vadošajiem dīzeļdzinēju un ģeneratoru ražotājiem. Šīs firmas dzinēji ir ļoti dažādi: jauda svārstās no 30 līdz 3600 zirgspēkiem, bet dzinēju izmēri no 1,5 līdz 90 litriem.
Dīzeļdzinējā nav sarežģītāka un kritiskāka mezgla par degvielas iesmidzināšanas sistēmu, precīzāk, tās galveno daļu - augstspiediena degvielas sūkni. Daudzas savienojošās daļas, augstas slodzes vienības, precīzas dozēšanas sistēmas klātbūtne padara iesmidzināšanas sūkņa remontu par sarežģītu uzdevumu pat ekspluatācijas apstākļos. Dīzeļdzinēja augstspiediena degvielas sūkni ir vēl grūtāk salabot ar savām rokām.
Autotehnikā tiek remontēts gandrīz viss, izņemot, iespējams, atsevišķas eļļas blīves un aproces, kuru remonts nav iespējams bez īpašiem materiāliem. Iesmidzināšanas sūkņa iestatīšanas, diagnostikas un remonta sarežģītības dēļ darbiniekam ir nepieciešamas prasmes darbā ar precīzo mehāniku.
Vienkārši nav iespējams pielāgot pēc rūpnīcas parametriem, bez speciāla diagnostikas stenda iesmidzināšanas sūkņa remontam. Injekcijas sūkņa diagnostikas pētījuma laikā ir jāpārbauda:
- cikliska augstspiediena sūkņa padeve visā iesmidzināšanas sūkņa vārpstas apgriezienu diapazonā, palaišanas laikā un pēc degvielas padeves pārtraukšanas;
- attīstītā spiediena stabilitāte;
- iesmidzināšanas sūkņa padeves viendabīgums degvielas sprauslai.
Pat piekļūstot diagnostikas stendam un izpētot jautājumu par augstspiediena degvielas sūkņa remontu, izmantojot daudzus video, ir ļoti grūti kvalitatīvi pārbaudīt un novērtēt tā darbu.
Smagajos dīzeļdzinējos tiek izmantoti virzuļi, līnijas iesmidzināšanas sūkņi. Apkopē un remontā šādas ierīces ir sarežģītākas, jo to demontāžai ir nepieciešams īpašs aprīkojums, tāpēc mēs neņemsim vērā tik augstspiediena degvielas sūkņus un to remontu.
Pasažieru dīzeļdzinējā gandrīz vienmēr tiek izmantots sadales tipa iesmidzināšanas sūknis. Atšķirībā no līnijas sūkņiem sadales sūknī spēks tiek pārnests uz virzuli, izmantojot profilētu izciļņu paplāksni. Iesmidzināšanas sūkņa dizains izrādījās kompaktāks, taču diez vai ir vienkāršāk sagaidīt tā remontu uz ceļa.
Visslavenākais un pieejamākais ir Bosh VP44 iesmidzināšanas sūknis. Bieži vien nepieciešamība remontēt sūkņa iekšējos elementus rodas, ja:
- slikta saķere un nepilnīga degvielas sadegšana pat ideālos apstākļos - ja nav slodzes un rūpīgi uzsildīts dzinējs;
- pēkšņa dīzeļdzinēja atteice un apstāšanās zem slodzes, ko sauc par "nāvi pacelšanās laikā". Parasti skeneris šādos gadījumos diagnosticē kodu P1630 un P1651.
- dīzeļdegvielas noplūdes parādīšanās iesmidzināšanas sūkņa centrālās vārpstas blīvējuma blīvējuma zonā.
Tāpēc mēs aprobežosimies ar jautājumu par iesmidzināšanas sūkņa remontu ar savām rokām, nomainot blīves un novēršot detaļu darba virsmu skrāpējumus.
Pirms sūkņa piedziņas vārpstas blīvējuma demontāžas mēģiniet to pārvietot radiāli. Ja ar rokām jūtama rotaļa, iespējams, ka degvielas noplūdes iemesls ir vārpstas darba virsmas nodilums vai ir nepieciešams gultņa remonts.
Lielam skaitam sadalītu plakņu un detaļu savienojošo virsmu bija nepieciešams izmantot lielu skaitu blīvējumu un dziedzeru. Parasti tie ir izgatavoti no kvalitatīva materiāla un kalpo pietiekami ilgi, līdz tie tiek bojāti remonta vai apkopes laikā. Šajā gadījumā Bosch iesmidzināšanas sūkņu remontam tiek izmantoti standarta remonta komplekti.
Remonta laikā ir diezgan viegli nomainīt blīvi uz vārpstas stāvokļa sensora un automātiskās iesmidzināšanas laika. Lai nodrošinātu labāku piegulšanu, varat uzpilināt dažus pilienus vārpstas vai motoreļļas uz jauniem gredzeniem un gumijas lentēm.

Lai veiktu Bosch iesmidzināšanas sūkņa profilaktisko remontu ar savām rokām, sūknis būs jāizjauc aptuveni šādā secībā:
- noņemiet dozēšanas vārstu no iesmidzināšanas sūkņa gala. Lai to izdarītu, atskrūvējiet četras spiediena plāksnes skrūves, uzmanīgi atlaidiet iesmidzināšanas padeves vārsta kabeli. Noņemot trīs skrūves, kas nostiprina dozēšanas vārstu, varat to uzmanīgi noņemt no sēdekļa;
- atskrūvējot stiprinājumu uz augšējā vāka, jūs varat noņemt vadības paneli un piekļūt elektronikai;
- mēs iestatām vārpstas stāvokli, kā parādīts fotoattēlā, noņemam kameru un piekļūstam iesmidzināšanas sūkņa iekšpusei;


- pēc gultņa demontāžas, izmantojot speciālu novilcēju, mēs iegūstam iespēju izpētīt potenciālo vaininieku iesmidzināšanas sūkņa sliktajai darbībai - iesmidzināšanas padeves bloka virzuli. Detaļai bieži ir virsmas nodilums un malu skrāpējumi. Var mēģināt veikt remontu, nopulējot virsmu, visas daļas nomaiņa izmaksā krietni dārgāk.


Pēc remonta montāža tiek veikta apgrieztā secībā ar detaļu mazgāšanu ar dīzeļdegvielu.
Bieži vien papildus punktu skaitīšanai uz virzuļu virsmas ir vēl viens iemesls, kāpēc iesmidzināšanas sūknis neattīsta vajadzīgo spiedienu. To var izraisīt gruveši, plēves vai vaska uzkrāšanās uz filtra ekrāna sūkņa iekšpusē. Ieplūdes caurules sānos ir siets. Kanālu skalošana ir apgrūtinošs un neefektīvs bizness, ir vieglāk noņemt sietu un izpūst to ar saspiestu gaisu.
Saplēsti gružu gabali var iestrēgt virzuļa virzuli vai pat salauzt vai salauzt sūkņa piedziņas vārpstu. Tāpēc tīrīšana jāveic ļoti uzmanīgi, lai izvairītos no sūkņa iekšējo dobumu piesārņošanas.
Starp daudzajiem iesmidzināšanas sūkņa elektronisko "aknu" atteices iemesliem visizplatītākais ir vadības paneļa kontaktu lūzums vai izdegšana un jaudas tranzistoru atteice. Ja zināšanas un prasmes darbā ar elektroniskām ierīcēm ļauj veikt tranzistora darbības un remonta "nepārtrauktību", ir vērts mēģināt noteikt cēloni un nomainīt vainīgo ar izmantojamu elementu.
Lai pārbaudītu "vaininieka" stāvokli, uzmanīgi jāatver melnais vāks, kas ar skrūvēm cieši piestiprina pie gumijas blīvējuma. Tas ir rūpīgi jānoņem, lai nesabojātu pašu blīvējumu.


Ne tikai tranzistora, bet arī visas plates atteices iemesls varētu būt gaisa ieslodzījums dobumā sliktas drenāžas sistēmas vai pretvārsta darbības dēļ. Bieži vien vēdināšanu cenšas novērst, griežot uz augšu ar starteri, cerot tādā veidā iesūknēt dīzeļdegvielu augstspiediena degvielas sūknī. Šajā brīdī tranzistors ir atvērts un maksimāli noslogots, kas izraisa intensīvu sildīšanu. Gaisa vidē ar sliktu siltuma izkliedi tas neizbēgami izdegs. Dažās vācu automašīnās ir aizsardzība, kas neļauj mēģināt iedarbināt dzinēju, ja uz šosejas nav degvielas. Šim nolūkam tiek izmantots degvielas sensors tvertnē.
Tranzistora atteici var noteikt, "izsaucot" testeri vai pēc tā izskata. Labākais risinājums šādas darbības traucējumu novēršanai būtu visas vadības paneļa nomaiņa.Varbūt tas ir dārgāks nekā lodēšana, taču tas nodrošinās garantētu kvalitāti un stabilu iesmidzināšanas sūkņa darbību pēc remonta. Kā pēdējo iespēju nododiet dēli un tranzistoru lodēšanai elektronikas speciālistiem.
Uzstādot un montējot pēc remonta, pārbaudiet visu stiprinājumu hermētiskumu.
Ja audita laikā neesat veicis izsitumus un nepamatotas detaļu nomaiņas, samontētajam sūknim jādarbojas ar aptuveni tādiem pašiem parametriem kā iepriekš. Bosch EPS-815 statīvs tiek izmantots kā standarts iesmidzināšanas sūkņa testēšanai un regulēšanai pēc kapitālā remonta.
Videoklipā parādīts, kā palielināt virzuļa spiedienu Bosch VE iesmidzināšanas sūknī:
| Video (noklikšķiniet, lai atskaņotu). |














