Ir darba kārtībā pusautomātiska iekārta ar ļoti nobružātu degli.(+ Gāzes inde) deglis nav noņemams - ar piedurkni ieiet ķermeņa dziļumos. vai ir iespējams paša spēkiem nomainīt degli? Vai tāpat jāmeklē deglis? vai arī varat pieskrūvēt kādu, ievērojot stieples diametru?
aparāts TELWIN TELMIG 130 tāds
0
budia 2012. gada 22. janvāris
1
kopija, 2012. gada 30. janvāris
Ir darba kārtībā pusautomātiska iekārta ar ļoti nobružātu degli.(+ Gāzes inde) deglis nav noņemams - ar piedurkni ieiet ķermeņa dziļumos. vai ir iespējams paša spēkiem nomainīt degli?
Vispirms sazinieties ar servisu, lai viņi pastāsta, cik tas maksā atsevišķi. Kāpēc kaut ko likt uz līmes un sprauslām!? Un jūs varat to mainīt pats, vai arī jūsu rokas izauga no īstās vietas. Jo daži pat nevar turēt rokās skrūvgriezi. Un viņi vispār nevar mainīt degli.
Pusautomātiskā metināšanas iekārta ir diezgan populāra ierīce profesionālo un mājas amatnieku vidū, īpaši tiem, kas nodarbojas ar virsbūves remontu. Šo ierīci var iegādāties gatavu. Bet daudziem invertora metināšanas iekārtu īpašniekiem rodas jautājums: vai ir iespējams pārveidot invertoru par pusautomātisko ierīci, lai neiegādātos citu metinātāju? Pusautomātiskās ierīces izgatavošana no invertora ar savām rokām ir diezgan grūts uzdevums, taču ar lielu vēlmi tas ir diezgan iespējams.
Lai saliktu ierīci, jums būs nepieciešami šādi elementi:
invertora metināšanas iekārta;
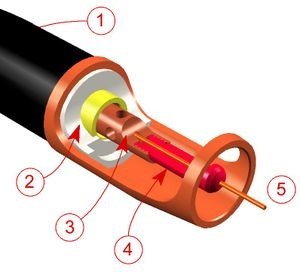
lāpu, kā arī speciālu lokanu šļūteni, kuras iekšpusē atrodas gāzes vads, stieples vadotne, strāvas kabelis un elektriskās vadības kabelis;
vadības modulis, kā arī motora ātruma regulators (PWM kontrolieris);
balons ar aizsarggāzi (oglekļa dioksīds);
solenoīda vārsts gāzes izslēgšanai;
spole ar elektrodu vadu.
Video (noklikšķiniet, lai atskaņotu).
Lai samontētu paštaisītu pusautomātisko ierīci no metināšanas invertora, tam jāģenerē vismaz 150 A metināšanas strāva.
Bet vairāk par to vēlāk. Vispirms jums jāizgatavo pusautomātiskās ierīces mehāniskā daļa, proti, stieples padevējs.
Tā kā padevējs tiks ievietots atsevišķā kastē, tas ir ideāli piemērots šim nolūkam. lietu no datorsistēmas... Turklāt nav nepieciešams izmest barošanas avotu. To var pielāgot caururbšanas mehānisma darbībai.
Vispirms jāizmēra stieples spoles diametrs vai, uzzīmējot to uz papīra, jāizgriež aplis un jāievieto korpusā. Ap spoli ir jābūt pietiekami daudz vietas, lai tajā varētu ievietot citas sastāvdaļas (barošanas avotu, šļūtenes un stieples padevēju).
Stieples vilkšanas ierīce ir izgatavota no automašīnas tīrītāja mehānisma. Tam ir jāprojektē rāmis, kas noturēs arī spiediena veltņus. Izkārtojums ir jāzīmē uz bieza papīra reālā mērogā.
Padevējs jāuzstāda korpusā tā, lai savienotājs atrastos ērtā vietā.
Lai stieple padotos vienmērīgi, visas sastāvdaļas jānostiprina tieši pretī viena otrai. Veltņiem jābūt centrētiem attiecībā pret ieplūdes atveri, kas atrodas šļūtenes savienotājā.
Kā rullīšu vadotnes jūs varat izmantojiet piemērota diametra gultņus. Uz tiem ar virpas palīdzību tiek apstrādāta neliela rieva, pa kuru virzīsies elektroda stieple. Mehānisma korpusam var izmantot 6 mm saplāksni, tekstolītu vai izturīgu plastmasas loksni. Visi elementi ir piestiprināti pie pamatnes, kā parādīts nākamajā fotoattēlā.
Primārā stieples vadotne ir aksiāli urbta skrūve... Rezultāts ir sava veida stiepļu ekstrūderis. Pie armatūras ieejas tiek uzlikts ar atsperi pastiprināts kembris (stingrībai).
Stieņi, uz kuriem ir piestiprināti rullīši, arī ir noslogoti ar atsperi. Saspiedes spēks tiek iestatīts, izmantojot skrūvi, kas atrodas apakšā, pie kuras ir piestiprināta atspere.
Pamatne spoles nostiprināšanai var izgatavot no neliela saplākšņa vai PCB gabala un izgriezt piemērota diametra plastmasas cauruli.
Tālāk visas sastāvdaļas ir kārtīgi jāievieto korpusā.
Lai sasniegtu labu metināšanas kvalitāti metināšanas laikā, ir nepieciešams padot stiepli ar noteiktu un nemainīgu ātrumu. Tā kā tīrītāja motors ir atbildīgs par iekārtas padeves ātrumu, ir nepieciešama ierīce, kas var mainīt tā armatūras griešanās ātrumu. Šim nolūkam ir piemērots gatavs risinājums, kuru var iegādāties arī Ķīnā, un to sauc PWM kontrolieris.
Zemāk ir diagramma, no kuras kļūst skaidrs, kā ātruma regulators ir savienots ar dzinēju. Korpusa priekšējā panelī tiek parādīts kontrollera regulators ar digitālo displeju.
Tālāk jums ir jāinstalē gāzes vārstu vadības relejs... Tas arī kontrolēs dzinēja iedarbināšanu. Visi šie elementi ir jāaktivizē, nospiežot starta pogu, kas atrodas uz degļa roktura. Šajā gadījumā gāzes padevei metināšanas vietai jābūt pirms stieples padeves sākuma (apmēram 2-3 sekundes). Pretējā gadījumā loks aizdegsies apkārtējā gaisā, nevis aizsarggāzes vidē, izraisot elektroda stieples kušanu.
Aizkaves releju paštaisītai pusautomātiskai ierīcei var samontēt, pamatojoties uz 815. tranzistoru un kondensatoru... Lai iegūtu 2 sekunžu pauzi, pietiks ar 200-2500 uF kondensatoru.
Solenoīda slēgvārsts tiek novietots jebkurā vietā, kur tas netraucēs kustīgo daļu darbību, un ir savienots ar ķēdi saskaņā ar shēmu. Varat izmantot gaisa vārstu no GAZ 24 vai iegādāties īpašu, kas paredzēts pusautomātiskajām ierīcēm. Vārsts ir atbildīgs par automātisku aizsarggāzes padevi degli. Tas ieslēdzas pēc starta pogas nospiešanas, kas atrodas uz pusautomātiskā degļa. Šī elementa klātbūtne ievērojami ietaupa gāzes patēriņu.
Turklāt pēc visu bloku uzstādīšanas korpusā stiprinājums pie invertora pusautomātiskai metināšanai būs gatavs darbam.
Bet, kā jau minēts, invertora strāvas-sprieguma raksturlielumi (VAC) nav piemēroti pusautomātiskās ierīces pilnvērtīgai darbībai. Tāpēc, lai pusautomātiskā ierīce darbotos tandēmā ar invertoru, tās elektriskajā ķēdē ir nepieciešamas nelielas izmaiņas.
Ir daudzas shēmas, lai mainītu invertora I-V raksturlielumus, taču vienkāršākais veids, kā to izdarīt, ir šāds:
salieciet ierīci, izmantojot dienasgaismas gaismas drosele saskaņā ar zemāk redzamo shēmu;
lai savienotu salikto ierīci, jums būs jāsamontē vēl viens bloks saskaņā ar šādu shēmu;
lai invertora pārkaršanas sensors nedarbotos, tam (paralēli) jāpielodē optrona, kā parādīts nākamajā diagrammā.
Bet, ja notiek metināšanas strāvas kontrole inverterī ar šuntu, tad varat salikt vienkāršu trīs rezistoru ķēdi un režīma slēdzi, kā parādīts zemāk.
Tā rezultātā metināšanas invertora pārveidošana par pusautomātisko ierīci maksās 3 reizes lētāk nekā gatavā iekārta. Bet, protams, ierīces pašmontēšanai jums būs jābūt noteiktām zināšanām par radio modeli.
Metināšanas pusautomātiskās ierīces ir vienkāršas un uzticamas konstrukcijas. Taču nekas nav mūžīgs, var neizdoties pat kvalitatīvākie mehānismi, pamatā var būt darbības noteikumu pārkāpumi.
Pusautomātiskā metināšanas iekārta.
Visbiežāk pusautomātiskās metināšanas iekārtas darbības traucējumi rodas iekārtas vājākajās vietās. Šajā mehānismā šāda vieta ir firmas bloks, pie kura ir pievienota metināšanas elektroinstalācija. Ar sliktu kontaktu kombinācijā ar paaugstinātām metināšanas strāvas vērtībām var rasties tam pievienoto savienojumu un kabeļu pārkaršana. Tas novedīs pie savienojuma iznīcināšanas, pēc tam izolācijas slānis tinumu galos izdegs un var rasties īssavienojums.
Šajā gadījumā apkures savienojumi tiek sakārtoti, kontakti un skavas tiek iztīrīti, lai izveidotu labu visu elementu kontaktu saderību. Var rasties arī citi darbības traucējumi.
Pusautomātiskās metināšanas iekārtas darbs.
Šādā situācijā, pieslēdzoties tīklam, notiek spontāna izslēgšanās, jo tiek iedarbināts aizsargelements. Šādas problēmas visbiežāk rodas augstsprieguma ķēdes slēgšanas laikā. Parasti vadi un korpuss vai pati elektroinstalācija ir aizvērti. Aizsardzība var tikt iedarbināta īssavienojuma dēļ starp spoles pagriezieniem vai magnētiskās ķēdes elementiem.
Ja nepieciešams remonts, atvienojiet metināšanas iekārtu no elektrotīkla, atrodiet problēmas avotu un novērsiet to - tā var būt izolācijas atjaunošana, kondensatora nomaiņa un citi iespējamie darbības traucējumi.
Šāda veida problēmas visbiežāk pavada iekārtas pārkaršana. Var būt vairāki faktori:
tiek atskrūvētas skrūves, kas pievelk magnētiski vadošos elementus;
lūzums serdes fiksācijā vai spoļu pārvietošanas mehānismā;
iekārtu pārslodze (metināšanas iekārta darbojās diezgan ilgu laiku, augstākie strāvas rādītāji, liels elektroda šķērsgriezums).
Ierīce var daudz dungot pat tad, ja metināšanas vadiem vai magnētiskās ķēdes elementiem ir īssavienojums. Kad rodas šāds darbības traucējums, ir jāpārbauda visi stiprinājumi, nepieciešamības gadījumā tie jāpievelk, tiek novērsti serdes stiprinājuma mehānisma darbības traucējumi, jāpārbauda un jāizolē metināšanas kabeļi.
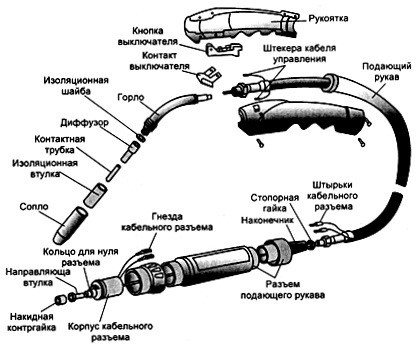
Pusautomātiska degļa ierīce.
Visbiežāk šādi pārkāpumi rodas no ekspluatācijas noteikumu neievērošanas - metināšanas strāvas iestatījums pārsniedz pieļaujamās normas, tiek izmantoti pārāk lieli elektrodi, kā arī tiek ievērots metināšanas iekārtas darbības ilgums (bez nepieciešamā pārtraukuma). traucēta. Ja rodas šādas problēmas, ir jāievēro šai ierīcei pieņemams režīms, kā arī jāatdzesē ierīce, atpūšoties no darba.
Pārmērīga pārkaršana noved pie spoļu tinumu pagriezienu īssavienojumiem - tas ir izolācijas slāņa sadegšanas sekas, kas pat noved pie dūmiem. Tas tiek uzskatīts par visnopietnāko bojājumu, kurā ierīce var izdegt. Ja tā notiek, tad ir jāatjauno vadu izolācijas slānis spolēs, bet gadās, ka nevar iztikt bez pilnīgas attīšanas. Pārtinot, jāizmanto iepriekšējās sadaļas vads un ar tādu pašu apgriezienu skaitu.
Un ja neliels metināšanas strāvas indikators? Šie darbības traucējumi ir saistīti ar strāvas padeves tīklu sprieguma samazināšanos vai regulatora, kas nodrošina ierīci ar strāvu, bojājumu.
Ja metināšanas iekārtas strāva netiek regulēta, līdzīga problēma rodas mehāniskās strāvas regulēšanas darbības traucējumu dēļ.
Katra modeļa regulatoriem ir atšķirīgas modifikācijas. Problēmas visbiežāk rodas regulatora skrūvēs, iespīlēšanas elementos, ar nevienmērīgu sekundāro spoļu kustību, ja ir īssavienojums droseles spolei, kā arī ar gružu vai svešķermeņu iekļūšanu.Šajā gadījumā korpuss ir jānoņem, un ir nepieciešams veikt visu kontroles mehānismu izpēti.
Spontāns loka pārtraukums bez iespējas atsākt darbu. Ar šādu darbības traucējumu loka vietā parādās tikai dzirksteles. Tas notiek, ja ir bojāts augstsprieguma tinums, no metināšanas vadu īssavienojuma, ja ir bojāts vadu savienojums ar ierīces spailēm.
Pārmērīgs strāvas patēriņš tīklā bez slodzes. Šāda problēma var rasties tinuma pagriezienu īssavienojuma dēļ, ko var novērst, atjaunojot izolāciju vai pilnībā nomainot tinumu uz metināšanas spoles.