Šī procedūra tiek veikta šādā secībā.
VIDEO
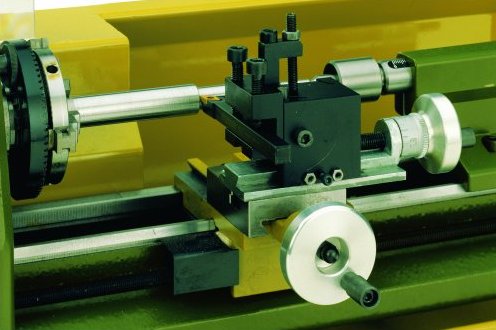
Metālapstrādē cilindrisku (konisku) detaļu ražošanai izmanto virpu. Šīs ražošanas ierīces modeļu ir daudz, un visiem tiem ir gandrīz vienāds līdzīgu komponentu un detaļu izkārtojums. Viens no tiem ir mašīnas suports.
Pašdarināta virpa
Lai labāk izprastu funkcijas, ko veic virpas suports, varat apsvērt tā darbību, izmantojot parastā 16k20 modeļa piemēru. Pārskatot šo informāciju, dažiem mājamatniekiem var rasties ideja ar savām rokām izveidot mājās gatavotu virpu metālapstrādei.
Šī ir diezgan sarežģīta metāla virpas montāža, neskatoties uz šķietamo vienkāršību. No tā, cik pareizi tas ir izgatavots, uzstādīts, noregulēts - atkarīgs no nākamās daļas kvalitātes, un laiks, kas bija nepieciešams, lai to izveidotu.
Uz mašīnas 16k20 novietotais suports var kustēties šādos virzienos:
šķērsvirzienā - perpendikulāri rotējošās sagataves asij padziļināšanai tajā;
gareniski - griezējinstruments pārvietojas pa sagataves virsmu, lai noņemtu lieko materiāla slāni vai pagrieztu vītni;
slīps - lai paplašinātu piekļuvi sagataves virsmai vēlamajā leņķī.
16k20 mašīnas suports atrodas uz apakšējā slīdņa, kas pārvietojas pa rāmī nostiprinātajām vadotnēm un līdz ar to notiek gareniskā kustība. Kustību nodrošina skrūves griešanās, kas pārvērš rotācijas spēku translācijas kustībā.
Virpas balsts ir paredzēts griezējinstrumenta nostiprināšanai un pārvietošanai
Apakšējā slīdnim suports pārvietojas arī šķērsvirzienā, bet pa atsevišķām vadotnēm (šķērsslīdēm), kas atrodas perpendikulāri detaļas rotācijas asij.
Uz šķērsslīdņa ar speciālu uzgriezni ir piestiprināta rotējoša plāksne, uz kuras atrodas vadotnes augšējā slīdņa pārvietošanai. Varat iestatīt augšējā slaida kustību ar pagriežamu skrūvi.
Augšējā slīdņa rotācija horizontālajā plaknē notiek vienlaikus ar plāksni. Tādējādi griezējinstruments ir uzstādīts noteiktā leņķī pret rotējošo daļu.
Mašīna ir aprīkota ar griešanas galviņu (instrumentu turētāju), kas tiek fiksēta uz augšējā aizbīdņa ar speciālām skrūvēm un atsevišķu rokturi. Suporta kustība notiek pa svina skrūvi, kas atrodas zem ritošās vārpstas. Šī padeve tiek veikta manuāli.
Strādājot pie 16k20 mašīnas, notiek dabisks nodilums, atslābināšanās, suportu stiprinājumu atslābšana. Tas ir dabisks process, un tā sekas ir pastāvīgi jāuzrauga, veicot regulāras korekcijas un pielāgojumus.
Virpas galvenās sastāvdaļas
Uz mašīnas 16k20 atbalsta tiek veikti šādi pielāgojumi:
Mašīnas 16k20 suporta šķērsvirziena un garenvirziena kustības laikā pa ragavām skrūve un to darba virsma nolietojas pastāvīgas berzes dēļ.
Šādas brīvas vietas klātbūtne izraisa nevienmērīgu suporta kustību, iestrēgšanu, svārstības zem radītajām sānu slodzēm. Pārmērīgs klīrenss tiek noņemts ar ķīļu palīdzību, ar kuriem ratiņi tiek nospiesti pret vadotnēm.
Skrūves piedziņā parādās atstarpe. Jūs varat atbrīvoties no tā bez demontāžas ar stiprinājuma skrūvi, kas atrodas uz šīs suporta pārvietošanas ierīces.
Ilgstoši strādājot pie metāla uz 16k20 mašīnas, rodas blīvju nodilums un aizsērēšana, kas atrodas ratiņu dzegas galos. Vizuāli to nosaka netīro svītru parādīšanās suporta gareniskās kustības laikā.
Virpas priekšējais vāks ar dziedzeru
Lai novērstu šo parādību, neizjaucot iekārtu, filca iepakojums ir jānomazgā un jāsamērcē ar mašīnu eļļu. Ja nolietotās blīves ir pilnīgi nepiemērotas, tās jānomaina pret jaunām.
Šī virpas iekārta laika gaitā nolietojas pastāvīgās ievērojamās metālapstrādes slodzēs.
Ievērojama nodiluma esamību viegli nosaka vadotnes slaida virsmas stāvoklis. Uz tiem var parādīties nelielas ieplakas, kas neļaus suportam brīvi kustēties noteiktā virzienā.
Ar savlaicīgu regulāru aprūpi šāds remonts var nebūt vajadzīgs, bet šāda defekta gadījumā būtu jāremontē un stipra nolietojuma gadījumā - nomaiņa.
16K20 suportam diezgan bieži ir nepieciešams ratiņu remonts, kas sastāv no apakšējo vadotņu atjaunošanas, kas mijiedarbojas ar gultas vadotnēm. Jāraugās, lai kariete būtu stabila perpendikulāra pozīcija.
Remontējot suportu, ir jāpārbauda abas plaknes, izmantojot ēkas līmeni.
Virpošanas iekārta, ar kuru tiek veikti metāla darbi, var būt ļoti vienkārša. Jūs varat salikt mājās gatavotu mašīnu ar savām rokām praktiski no improvizētiem līdzekļiem, kas ņemti no mehānismiem, kas kļuvuši nelietojami.
Pašdarināta virpa
Jums vajadzētu sākt ar metāla rāmi, kas metināts no kanāla, kas būs gulta. No kreisās malas uz tā ir piestiprināts priekšējais fiksētais balsts, bet labajā pusē ir uzstādīts atbalsts. Pašdarināta mašīna nodrošina gatavu vārpstu ar patronu vai priekšējo plāksni.
Vārpsta saņem griezes momentu no elektromotora caur ķīļsiksnas transmisiju.
Strādājot ar mašīnu metālam, nav iespējams noturēt griezēju ar savām rokām (atšķirībā no darba ar koku), tāpēc jums būs nepieciešams suports, kas pārvietosies gareniski. Uz tā ir uzstādīts instrumentu turētājs ar iespēju to mainīt šķērsām paša suporta kustības virzienam.
Iestata suporta un instrumenta turētāja kustību pēc noteiktas vērtības ar rokrata skrūvi kuram ir gredzens ar metriskiem dalījumiem. Spararats tiek darbināts manuāli.
VIDEO
Lai ar savām rokām saliktu pagrieziena ierīci, jums būs nepieciešams:
hidrauliskais cilindrs;
amortizatora vārpsta;
stūris, kanāls, metāla sija;
elektriskais motors;
divi skriemeļi;
Jostas.
Pašdarināta virpa uz kanāla
Pašdarināta virpa tiek montēta šādi:
Rāmja konstrukcija ir salikta no diviem kanāliem un divām metāla sijām. Nākotnē strādājot ar detaļām, kas garākas par 50 mm, leņķim jāizmanto materiāli, kuru biezums ir vismaz 3 mm, bet stieņiem — 30 mm.
Gareniskās vārpstas ir piestiprinātas pie diviem kanāliem ar vadotnēm ar ziedlapiņām, no kurām katra ir pieskrūvēta vai metināta.
Galvas balsta ražošanai tiek izmantots hidrauliskais cilindrs, kura sieniņu biezumam jābūt vismaz 6 mm. Tajā ir iespiesti divi gultņi 203.
Caur gultņiem, kuru iekšējais diametrs ir 17 mm, tiek likta vārpsta.
Hidrauliskais cilindrs ir piepildīts ar eļļošanas šķidrumu.
Zem skriemeļa ir uzstādīts uzgrieznis ar lielu diametru, lai novērstu gultņu izspiešanu.
Gatavais skriemelis ņemts no vecas veļas mašīnas.
Suports ir izgatavots no plāksnes ar piemetinātām cilindriskām vadotnēm.
Kārtridžu var izgatavot no piemērota diametra caurules gabala, uz kura ir uzmetināti uzgriežņi un izveidoti caurumi 4 skrūvēm.
Piedziņa var būt tās pašas veļas mazgājamās mašīnas elektromotors (jauda 180 W), kas savienots ar siksnas piedziņu.
Nepieciešamā informācija 1k62 skrūvējamās virpas remontam ir norādīta remonta rokasgrāmatā. Šeit varat atrast arī informāciju par iekārtas jaunināšanas iespējām.
Mašīnām var būt dažāda veida darbības traucējumi. Daudzas no tām rodas, neievērojot kopšanas un apkopes norādījumus.
Jebkurā gadījumā, pirms turpināt problēmu novēršanu, jums jāiepazīstas ar galveno iespējamo kļūdu sarakstu.
Ja radušās darbības traucējumu raksturs ir identisks aprakstītajam, jums jāizmanto piedāvātās novēršanas metodes.
Ja darbības traucējumu raksturs neatbilst uzskaitītajiem un to ir grūti novērst, sazinieties ar rūpnīcu.
Galveno darbības traucējumu saraksts ir norādīts 1. tabulā, eļļošanas sistēmas darbības traucējumi - 2. tabulā.
Vainas būtība
Cēloņi
Eliminācijas metodes
Tīkla sprieguma kritums vai trūkums
Pārbaudiet sprieguma esamību un lielumu tīklā
Nav iespējams pārslēgt pārnesumus 9, 10 (6. att.) ar rokturi 5 (raksturīga skaņa
Ātrumkārba neizkustēsies no neitrālās pozīcijas
Ieslēdziet elektromotoru un (brīvāgaitas) slēdzi
Elektromotora nejauša izslēgšana darbības laikā
Siltuma relejs, ko iedarbina motora pārslodze
Samaziniet griešanas ātrumu un padevi
Vārpstas griezes moments ir mazāks par manuālo
Nepietiekams jostas spriegojums
Palieliniet jostas spriegojumu
Berzes sajūgs vaļīgs
Bremzēšana ir pārāk lēna
Vāja joslas spriegums
Palieliniet bremžu joslas spriegojumu
Suporta padeves palielinājums ir mazāks nekā norādīts rokasgrāmatā
Iekrāvēja atspere nav pietiekami pievilkta
Skrūvju griešanas virpas TV-4 remonts un restaurācija.
Kompozīcija "Medium Rock" pieder māksliniekam Audionautix. Licence: Creative Commons Attribution (https://creativecommons.org/licenses/by/4.0/).
#LatheTV-4
Ja ar savām rokām samontējat paštaisītu metāla virpu, bez papildu maksas varat saņemt funkcionālu aprīkojumu metāla apstrādei. Objektivitātes labad mēs ņemsim vērā ne tikai montāžas procesu, bet arī pašreizējos gatavās produkcijas piedāvājumus tirgū. Tālāk sniegtā informācija palīdzēs jums veikt pareizo salīdzinošo analīzi, ņemot vērā finansiālās iespējas, profesionālās prasmes un citas personiskās īpašības.
Kvalitatīvs mājās gatavots nekādā ziņā nav zemāks par rūpnīcas kolēģi
Kompakts aprīkojums mājas darbnīcā neaizņem daudz vietas
Ar galda virpas metālam palīdzību jūs varat ātri un efektīvi veikt dažādas darba operācijas:
galu, rievu apstrāde ar nepieciešamo precizitātes līmeni;
esošo koniskas un cilindriskas formas caurumu paplašināšana (rīvēšana);
precīza sagatavju griešana atbilstoši plānā noteiktajam garumam;
reljefa virsmas izveidošana velmējot;
griešanas standarta un speciālās vītnes (ārējās/iekšējās).
Ar metāla virpu mājai bez kļūdām var izveidot sarežģītus un unikālus izstrādājumus
Rūpīgi izpētiet šī raksta materiālu. Ja projekta īstenošana ar savām rokām ir apgrūtināta, zināšanas noderēs objektīvam specializēto veikalu sortimenta novērtējumam. Atsevišķās sadaļās ir informācija par ekspluatācijas noteikumiem, kas palīdzēs pagarināt procesa iekārtu kalpošanas laiku un nodrošināt augstu drošības līmeni.
Pat neliela virpa sver daudz, darbības laikā rada vibrācijas. Nepieciešams uzticams rāmis (1), uz kura tiek piestiprinātas funkcionālās vienības un atsevišķas daļas. Ja ir paredzēts izveidot grīdas versiju, izmantojiet uzticamus vajadzīgā garuma balstus. Darba zonas galīgajam augstumam jābūt lietotājam draudzīgam.
Šajā sarakstā ir iekļauti citi komponenti:
Pārnesumkārba ir ievietota galvas balstā (3). Tas ir paredzēts, lai regulētu vārpstas ātrumu (4), mainītu griezes momenta lielumu.
No otras puses, apstrādājamā detaļa tiek atbalstīta ar aizmugurējo balstu (6). Šeit, ja nepieciešams, tiek uzstādīti arī krāni, urbji un citi instrumenti.
Standarta apstrādes režīmā griezēji tiek fiksēti speciālā turētājā (5).
Šis bloks ir uzstādīts uz suporta (8). Lai nodrošinātu vienmērīgu horizontālu kustību, tiek izmantots skrūves mehānisms, kas atrodas priekšauts (7).
Padeves kaste (2) virza piedziņas vārpstu.
ratiņus (1) un visu bloku kopumā (17) darbina ritošā vārpsta (2);
kustības mehānisms ir savienots ar speciālu rokturi (15);
šie aizbīdņi (3) nodrošina augšējās daļas kustības brīvību šķērsvirzienā (12);
tas ir piestiprināts pie rotācijas bloka (4) ar garenvirziena vadotnēm (5);
griezēji ir uzstādīti turētājā (6);
šīs daļas/instrumentu nostiprināšanai tiek izmantotas skrūves (7/8);
rokturis (9) var droši pārvietot griezējus attālumā no darba zonas;
augšējās daļas (11) stiprinājuma elements (10);
tās precīzai kustībai atbilstošos virzienos tiek izmantoti rokturi (13, 14) ar skrūvju piedziņu;
ar rokratu (16) pārvietojiet suportu manuāli.
Detalizēti izpētot šo metāla virpas daļu, ir jāņem vērā palielinātās slodzes, kurām tā tiek pakļauta tehnoloģisko darbību veikšanas procesā. Ir jāpievērš uzmanība lielam skaitam kustīgu komponentu.
Precīzas apstrādes uzturēšanai ir nepieciešams vairāk nekā tikai izturīgas detaļas. Pastāvīga regulēšana palīdzēs novērst brīvkustību, lai kompensētu nodilumu. Bojātas blīves ieteicams nomainīt pret jauniem produktiem.
Turpmāk ar precizējošiem komentāriem izskatīsim projektus, kas nav grūti patstāvīgi reproducēt. Attēlā redzamais piemērs ir vairāk piemērots kokapstrādes iekārtām. Lai ilgstoši strādātu ar spēcīgām sagatavēm, atbalsta kurpei jābūt izgatavotai no tērauda plāksnes.
Papildus standarta aprīkojumam šādas maināmas ierīces ir noderīgas
Ar viņu palīdzību viņi paplašina astes pamatnes iespējas. Autora ieteikumos ir piedāvāts noņemt daļu no standarta kasetnes stiprinājuma (3). Tas palielinās instrumenta darba gājienu, apstrādās lielākas sagataves.
Mājas izstrādājumu ražošanai tiek izmantoti vienkārši dizaina risinājumi.
Šeit tiek izmantota siksnas piedziņa (1), kas izceļas ar zemām izmaksām un zemo trokšņa līmeni. Divkāršs skriemelis (2) ir uzstādīts griezes momenta regulēšanai. Lai pagarinātu vārpstas (3) kalpošanas laiku, jāizmanto lodīšu gultņu pāris. Ja nepieciešams, korpusā tiek izveidoti caurumi periodiskai smērvielas iepildīšanai.
Parasti metāla virpa ir aprīkota ar trīs žokļu patronām
Šīs skavas centrējas automātiski bez papildu regulēšanas. Šādu mezglu pašražošana radīs grūtības.Tāpēc šo virpas galvgala funkcionālo elementu var iegādāties veikalā.
Kvadrātveida sagatavju apstrādei tiek izmantoti modeļi ar četriem izciļņiem.
Labāk ir izgatavot galveno turētāja daļu saliekamā versijā
Tas ļaus jums veikt remontu bez liekām grūtībām. Vītņotajos caurumos ir ieskrūvētas skrūves, kas stingri nostiprina instrumentu. Attālums starp plāksnēm tiek noteikts, ņemot vērā griezēju izmērus.
Augšpusē ir uzstādīts rokturis, lai ātri pagrieztu mezglu. Šī ierīce ļauj ātri nomainīt instrumentu sarežģītai sagatavju secīgai apstrādei.
Metāla virpas izgatavošana ar savām rokām: soli pa solim instrukcijas ar komentāriem Pirmais posms: metāla virpas ierīces izvēle, projekta dokumentācijas sagatavošana Sekojošie zīmējumi parāda pabeigto projektu. Šādu salīdzinoši vienkāršu metāla virpu garāžai (darbnīcai) nav pārāk grūti izgatavot pašu spēkiem. Jostas un dažas citas sastāvdaļas ir standarta preces. Citas detaļas var izgatavot pats vai pasūtīt specializētā darbnīcā.
Dizains, galvenās daļas, izmēri
Galvas balsta un astes daļas sastāvdaļas
Ceļojuma mehānisms un suports
Ratiņa sastāvdaļas, montāžas rasējums
Lai izvēlētos nepieciešamo suporta kustības precizitāti, mainiet vadošās skrūves vītnes soli. Tas tiek griezts ar matricu uz skrūvju griešanas mašīnas. Lai nostiprinātu struktūru, savienojumi tiek izgatavoti, izmantojot metināšanu. Galvas korpusi tiek veidoti no kanāla (Nr. 12/14).
Iepriekš parādītais projekts ir paredzēts spēka agregāta izmantošanai ar jaudu 450-600 W ar maksimālo darba vārpstas ātrumu - 2500-3500 apgr./min.
Tautas nolūkos daži projektu autori izmanto vecus elektromotorus no sabojājušās sadzīves tehnikas.
Šādi risinājumi ir diezgan piemēroti, ja izvēlaties pietiekamas jaudas darba dzinēju.
Šīs kategorijas produktu saprātīgās izmaksas ļauj viegli atrast pieņemamu iespēju izplatīšanas tīklā. Šajā gadījumā jūs varat paļauties uz oficiālajām ražotāja garantijām.
Lai nekļūdītos, varat izpētīt metāla rūpnīcas mašīnu piemērus, veiksmīgus pašmāju izstrādājumus. Pamatojoties uz šādu mini pētījumu, ir viegli secināt šādas proporcijas: detaļu, kuru diametrs ir 8–12 cm un garums 60–80 cm, apstrādei tiek izmantoti elektromotori ar jaudu 600–800 W. Piemēroti ir standarta asinhronā tipa modeļi ar gaisa dzesēšanu. Kolektora modifikācijas nav ieteicamas. Tie strauji palielina ātrumu, samazinoties vārpstas slodzei, kas būs nedrošs. Lai novērstu šādas situācijas, jums būs jāizmanto pārnesumkārba, kas sarežģīs dizainu.
Virpas elektriskā ķēde metālam
Jāuzsver viena siksnas piedziņas priekšrocība. Tas novērš tiešu mehānisku iedarbību uz vārpstu no instrumenta šķērsvirzienā. Tas pagarina atbalsta gultņu kalpošanas laiku.
Šis algoritms izskaidro darbību secību, strādājot ar iepriekš minētajiem zīmējumiem. Izmantojot citu projekta dokumentāciju, ir jāveic atbilstošas izmaiņas montāžas procesā.
Sākot ar priekšējo galvas balstu. Uzstādiet tajā vārpstu. Pēc tam visa montāža, izmantojot skrūves, tiek savienota ar ritošo cauruli. Sākotnēji uz stiprinājuma daļām tiek nogriezti pavedieni. Veicot šo darbību, tiek rūpīgi kontrolēta detaļu izlīdzināšana.
Nākamajā posmā no kanāliem tiek montēts jaudas rāmis. Kad rāmis ir izgatavots, uz tā tiek uzstādīts galvas balsts. Šeit ir arī rūpīgi jākontrolē ritošās caurules un rāmja garo daļu paralēlisms. Veiciet precīzus marķējumus. Caurumi tiek urbti secīgi ar papildu rīvurbuma urbumu, pārbaudot katru stiprinājuma punktu.Viena vai divas kļūdas nepamatoti nesamazinās kanāla izturību, tāpēc, ja nepieciešams, labāk ir izveidot jaunu precīzu caurumu citā vietā.
Tavai zināšanai! Neaizmirstiet uzstādīt atsperu tērauda paplāksnes, kas nodrošina skrūvju savienojumu uzticamību augstas vibrācijas apstākļos.
Metāla virpas rūpnīcas balsts
Saliekot šo mezglu, īpaša uzmanība jāpievērš vārpstas (1) un sviras (2) centrālo asu izvietojuma precizitātei. Ja tiek pieļauta kļūda, apstrādājot sagataves, tiks iegūtas koniskas virsmas, nevis cilindriskas. Pārbaudiet arī šo ritošās caurules elementu paralēlismu. Atbalsta stienis (3) neļauj aizmugurējam balstam griezties. Augstuma regulēšanai var izmantot tērauda starplikas.
Suportu daļas tiek uzstādītas secīgi saskaņā ar montāžas rasējuma shēmu. Šeit īpaši augsta precizitāte nav nepieciešama, jo tiek nodrošināti daudzi pielāgojumi. Ja paredzama intensīva izmantošana, sadaliet atsevišķus mezglus, lai nodilušās daļas varētu nomainīt bez papildu maksas.
Pēdējā posmā tiek uzstādīts elektromotors, kas savienots ar elektrotīklu saskaņā ar izvēlēto shēmu. Viņi praksē pārbauda metāla virpas funkcionalitāti ar savām rokām. Lai uzlabotu izskatu un aizsardzību pret koroziju, dažas detaļas ir pārklātas ar gruntskrāsu un krāsu.
Šis metāla virpas fotoattēls skaidri parāda mājās gatavotā darba augsto kvalitāti.
Video (noklikšķiniet, lai atskaņotu).
Koka, plastmasas un citu mīkstu materiālu sagatavju apstrādei pietiek ar tipiska sadzīves elektroinstrumenta jaudu. Šis piemērs parāda, kā 15-20 minūšu laikā ar savām rokām izveidot funkcionālu mašīnu. Ar jaunāko tabulā esošo fotoattēlu palīdzību ir aprakstīta uzlabota dizaina izveide:
Novērtējiet šo rakstu:
Novērtējums
3.2 vēlētāji:
85