Detalizēti: statīvs cilindra galvas remontam ar savām rokām; zīmējumi no īsta meistara vietnei my.housecope.com.
Auto Volga cilindru galvu apkopei un remontam paredzētā stenda rasējums.
Zīmējums veidots trīs skatos, izmantojot sadaļu.
Specifikācija ir klāt.
Savienojums: Montāžas rasējums un specifikācija 
Programmatūra: Kompass v13
Datums: 2013-03-29
Skatījumi: 19 230
260
Sastāvs: Tehniskie un ekonomiskie rādītāji - 1 lapa, Grafika rem. cikls - 1 lapa, Nozares plāns - 1 lapa, Remonta rasējums - 1 lapa, Tehnokartes - 1 loksne, Statīvs (VO) - 2 loksnes, Detaļas (vāciņš, dibens, dakša, pamatne, virzulis, stienis), Tehniskie un ekonomiskie rādītāji - 1 lapa, specifikācija priekš VO, PZ
Sastāvs: PZ, Statīvs (SB), Gultņa plāksne (BO), Pamatne (BO), Detaļas (statīva, tapas, plāksnes un vadotnes balsts)
Sastāvs: Stends (VO), Detaļas, Dzinēja nodalījuma plāns, Dzinējs, Remonta shēma
Ietver: Montāžas rasējums 2 loksnes, Specifikācija
Datums: 2013-03-29
Skatījumi: 19 230
260
Atstājiet komentāru, atsauksmi par darbu, sūdzību (tikai konkrētu kritiku) vai vienkārši pateicieties autoram.
Stends paredzēts vieglo automašīnu cilindru galvu apkopei un remontam. Lai uzstādītu uz statīva visas cilindru galvas, izņemot Moskvich automašīnas galvu, tiek izmantotas ieplūdes caurules un izplūdes kolektora tapas. Moskvich auto bloka galvas piestiprināšanai tiek izmantotas tikai ieplūdes caurules tapas.
Statīvs cilindru galvu remontam, vārstu žāvēšanai, krekeru noņemšanai un vārstu atsperu noņemšanai uz statīva, uzmavas-vārsta savienojuma spraugu uzraudzībai.
Cilindra galvas remonta stends sastāv no trim mezgliem: pamatnes, rotējošās daļas un slīdņa ar stieni. Pēdējie attēlā nav parādīti. Statīva pamatnē ietilpst statīvs un fiksācijas skrūves.
| Video (noklikšķiniet, lai atskaņotu). |
Statīvu rievās uzstādām statīva rotējošo daļu ar kronšteiniem. Rotācijas daļu nofiksējam vajadzīgajā pozīcijā ar fiksējošām skrūvēm. Galvenā un grūtākā pagrieziena galda daļa ir nesošā plāksne. Zemāk redzamajā attēlā, lai neapjuktu caurumos un rievās, to marķējumi ir parādīti atsevišķi katrai no četrām cilindru galvām.
Metinot šarnīra daļu, pievērsiet uzmanību nesošās plāksnes atrašanās vietai. Vienkāršākais veids, kā orientēties, ir 60 mm plata rieva (skat. marķējumu) automašīnām Moskvich. Otrajā attēlā redzamā nesējplāksnes puse nav redzama pirmajā attēlā.
Uzgriežņus izmanto, lai nostiprinātu cilindru galvas pie nesošās plāksnes. Lai katrai galvai nesējplāksnē ātri atrastu "savējos" caurumus, labāk ir izsist vai uzlikt burtus pie centrālajiem caurumiem. Piemēram, ja ir uzstādīta VAZ Samara galva, tad ar centrālo tapu jūs nokļūstat caurumā ar burtu "C", "M" - Moskvich, "B" - Volga utt.
Vārstu žāvēšana, krekeru noņemšana un vārstu atsperu noņemšana uz statīva cilindru galvu remontam.
Slīdnis ar stieni ir paredzēts vārstu žāvēšanai vai krekeru ekstrakcijai un vārstu atsperu noņemšanai. Slīdnis pārvietojas pa vadotni. Josla var pārvietoties slīdnī. Stienis ir fiksēts slīdnī ar fiksācijas skrūvi. Stieņa galā ir uzstādīts grozāmais uzgrieznis ar skrūvi. Grozāmais uzgrieznis ir piestiprināts pie stieņa ar uzgriezni un asi.
Grozāmais uzgrieznis vēlamajā pozīcijā tiek nofiksēts ar skrūvi. Pārvietojot slīdni gar slīdņa vadotni un pagriežot uzgriezni, skrūve tiek uzstādīta koaksiāli ar atbilstošo vārstu. Vārstu atsperu saspiešana un krekeru atbrīvošana tiek veikta ar skrūvi caur desikantu.Ja nepieciešams, turiet vārstu ar roku.
Izgatavojam divus stieņus - 300 un 405 mm garus. Garais stienis tiek izmantots tikai UZAM dzinēja cilindra galvas izplūdes vārstu žāvēšanai. Visos citos gadījumos ir ērtāk strādāt ar īsu stieni.
Parasti, kad vārsti izžūst, atsperu atbalsta plāksnes tiek atdalītas no krekeriem, kā minēts iepriekš, turot vārstu ar roku. Bet ir zināmi arī gadījumi, kad krekeri tika "piemetināti" pie plāksnēm. Žāvējot vārstus uz statīva, šādos gadījumos vārstu atsperes tiek saspiestas un, novietojot zem vārsta lupatu, tās izdara asu sitienu caur mīkstā metāla starpliku plāksnes centrā.
Ir ļoti grūti izmērīt atstarpi A uzmavas-vārsta savienojumā. Bet netieši, mērot vārsta diska kustību Dm, tas ir daudz vieglāk. Atkarības aprēķins starp klīrensu D un pārvietojumu Dm (no vārsta vidējā stāvokļa līdz galējai).
2.1. Pilnīga kustība no vienas galējās pozīcijas uz otru būtu dubults ierobežojums.
Ja maksimālais pieļaujamais attālums A ir vienāds ar 0,15 mm, kustībām bukses-vārsta savienojumos jābūt robežās:
- VAZ automašīnas: 0,022-0,055 mm.
- automašīna Moskvich-21412: 0,021-0,053 mm.
- Automašīnas GAZ Volga: 0,050-097 mm.
Jūs varat izmērīt spraugas uz cilindra galvas sola, izmantojot īpašu instrumentu. Tās atsevišķie mezgli ir parādīti zemāk.
Ja izgatavojat pēdējā attēlā redzamo pamatni, tad armatūras daļas var izmantot atsevišķi no statīva cilindru galvu remontam, piemēram, indikatora statīvu.
Pēc grāmatas "Piederumi automašīnu remontam" motīviem.
Ross Tvēgs.
Augstās prasības cilindru galvas elementu apstrādes precizitātei remonta praksē nosaka nepieciešamību izmantot specializētu aprīkojumu.
Iekārtas cilindru galvu remontam ražo daudzi uzņēmumi, taču ne visi darbgaldu un instrumentu paraugi tiek veiksmīgi izmantoti praksē. Mūsu darbgaldu un instrumentu klāsts sastāv tikai no labākajiem modeļiem savā segmentā un atbilst visām mūsdienu prasībām.
Remontējot cilindra galvu (GVT), tiek sametinātas plaisas un atjaunota plakne.
Virsmas uzklāšana, plaisu un šķembu metināšana. Alumīnija GVT mehāniskos bojājumus novērš, uzklājot virsmu (čaulas) vai metinot (plaisas un šķembas).
Lai atjaunotu GVT no alumīnija sakausējumiem, tiek izmantots elektriskā loka pārklājums ar volframa elektrodu argona atmosfērā. Siltumenerģijas avots ir elektriskā loka, kas deg starp nepatērējamu volframa elektrodu un apstrādājamo priekšmetu. Argons kalpo kā aizsarggāze un stieple kā pildviela. Argons droši aizsargā izkausētu metālu no gaisa oksidēšanās. Rezultātā metinātais metāls ir blīvs, bez porām un dobumiem. 10,12% oglekļa dioksīda un 2,3% skābekļa pievienošana argonam palielina loka stabilitāti un uzlabo metinātā metāla veidošanos. Argona strūklas ārējā aizsardzība ar oglekļa dioksīdu ļauj samazināt argona patēriņu 3,4 reizes. Metināšanas pusautomātiskās ierīces visbiežāk tiek izmantotas segumam degvielas uzpildes stacijas apstākļos (7.11. attēls).
Rīsi. 7.11. Pusautomātiskā metināšanas iekārta argona loka metināšanai un virsmas apstrādei: a - shēma; b - vispārējā forma; 1 - rullīšu mehānisms; 2 - pildvielas materiāls; 3 - kasete; 4 - elektrods; 5 - iemutnis; 6 - rokturis; 7 - argons; 8 - loka;
9 - metināšanas strāvas avots; 10 - cilindra galva
Arc 8 apdegumi starp nelietojamu (volframa) elektrodu 4 un cilindra galva 10. Loku darbina metināšanas strāvas avots 9 caur vadošu iemuti 5. Ieuts ir elektriski izolēts no degļa korpusa. Argona 7 padeve tiek veikta caur roktura b kanālu, kas izgatavots no dielektriska materiāla. Lai apgādātu metināšanas baseinu ar šķidru metālu, izmanto pildvielu (stiepli). 2. Pildvielas materiāls tiek ievadīts lokā ar rullīšu mehānismu /.
Cilindra galvas plaknes atjaunošana. Cilindra galvas plaknes tiek atjaunotas, uzklājot papildu metāla kārtu vietās, kur parādās dobumi un plaisas (apklājot vai izsmidzinot), kam seko frēzēšana vai slīpēšana.
Papildu metāla slāņa uzklāšanai STO visbiežāk izmanto gāzes dinamisko izsmidzināšanu, kas tiek īstenota Krievijā ražotās DIMED 405 un 412 instalācijās (7.12. att.). Izsmidzināšanas tehnoloģija ietver saspiestās gāzes (gaisa) sildīšanu, ievadīšanu virsskaņas sprauslā un virsskaņas gaisa plūsmas veidošanu šajā sprauslā, šī pulvermateriāla ievadīšanu šajā plūsmā, šī materiāla paātrināšanu sprauslā ar virsskaņas gaisa plūsmu un novirzīšanu uz sprauslu. sagataves virsma.
Plakņu frēzēšana tiek veikta uz vertikālām frēzmašīnām ar rotējošo galdu. Uz pamatnes plāksnes 5 ir uzstādīta čuguna gulta 3. Gultas iekšpusē atrodas
Rīsi. 7.12. Vertikālā frēzmašīna:
/ - vārpsta; 2 - rotējoša priekšējā plāksne; 3 - gulta; 4 - domkrats; 5 - pamatu plāksne; 6 - konsole; 7 - slaids; 8 - tabula
Rīsi. 7.13. Virsmas slīpēšanas mašīnas izkārtojums:
/ - krājums; 2 - gulta; 3 — tabula; 4 — vertikālās vadotnes; 5 - kolonna; 6 — slīpripas; 7 - hidrauliskais cilindrs
nodalījums elektroiekārtām un ātrumkārbai. Gultas augšējā daļā ir uzstādīta rotējoša priekšējā plāksne 2 ar frēzēšanas galvu un vārpstu 1. Ar skrūvējamu domkratu 4 konsole pārvietojas pa gultas vertikālajām vadotnēm 6 ar slaidu 7 (garenvirziena, šķērsvirziena un grozāmu) un galdu 8.
Plakņu slīpēšana tiek veikta uz virsmas slīpmašīnām (7.13. att.). Uz gultas šķērsvirziena vadotnēm 2 novietota vertikāla kolonna 5. Gar vertikālajām vadotnēm 4 kolonna pārvieto slīpripas galvu ar slīpripu 6. Aplis daļēji pārklāts ar aizsargpārsegu. Galds pārvietojas pa gultas horizontālajām vadotnēm 3. Galda gareniskās kustības tiek veiktas ar stieni 1 hidrauliskais cilindrs 7. Uz galda vadotnēm var uzstādīt: sagatavi; mašīnas skrūvspīles, sinusa skrūvspīles vai magnētiskā plāksne.
1. Kādu aprīkojumu izmanto cilindru bloku remontam?
2. Kāds aprīkojums tiek izmantots kloķvārpstas atjaunošanai?
3. Kādi darbi tiek veikti GBK remonta laikā un uz kāda aprīkojuma?
Labdien. Sākot šo rakstu, es nedaudz paskaidrošu, kas tiks apspriests. Tas būs ne tikai par speciāliem instrumentiem, ar kuriem var salabot cilindra galvu, bet arī par to, kā pareizi strādāt ar šo instrumentu. Izrādās, ka ne visi prot pareizi lietot speciālo instrumentu un tas dažkārt noved pie nelabojamām sekām. Es centīšos detalizēti aprakstīt visu darba procesu, lai jūs varētu patstāvīgi veikt visu darbu pie cilindra galvas remonta.
Tātad, sāksim. Principā viss process ir praktiski vienāds, klasikā, Samarā un turpmākajos modeļos. Pirmā lieta, ar ko mums jātiek galā, ir atsperu un vārstu noņemšana (vārstu dehidratācija). Šim nolūkam tiek izmantots īpašs novilcējs.
Protams, ir daudz dažādu ierīču, taču šī ir visizplatītākā. Tas ir tas, ko mēs apsvērsim. Vilcējs ar priekšējo daļu ir piestiprināts pie tapas, un uz atsperes plāksnes ir uzstādīts īpašs rokturis.
Tagad mums ir nepieciešams īpašs substrāts sadegšanas kamerā vārstam. Kāpēc tas ir vajadzīgs? Nospiežot ierīces sviru, vārsts nolaidīsies uz leju, un tas iet pa atbilstošo ceļu, līdz tas balstās uz savas plāksnes, piemēram, uz galda, uz kura paņemat galvu. Šajā laikā atspere saspiedīsies un neļaus krekerus izvilkt. Šī pamatne var būt pareiza biezuma gumijas gabals vai koka bloks.
Nospiežot uz sviras, vārsts balstās pret pamatni, un jūs varat viegli noņemt krekerus.
Visus krekerus kārtīgi saliec kastītē, jo tad pazaudētos krekerus ir ļoti grūti meklēt.
Protams, ir arī barbarisks sausiņu ieguves veids.Pie tā ir vērts ķerties tikai īpašos gadījumos, kad nav speciāla novilcēja. Šis process tiek veikts ar āmuru un metāla caurules gabalu (šeit labi darbojas sveces atslēga).
Pēc sitiena nekavējoties nenoņemiet āmuru, pretējā gadījumā krekeri izlidos. Caurules augšējā daļā varat iebāzt lupatu gabalu, tas aizkavēs krekeru izlidošanu.
Nākamais rīks, kas mums nepieciešams, ir vārsta vadotnes novilcējs. Vārstu vadotņu nomaiņas procesu es uzrakstīju rakstā (Vārsta vadotņu nomaiņa). Ir dažādi vilcēji. Pirmais (sitamie instrumenti).
Kāpēc šoks? Bet tāpēc, ka presēšana notiek ar āmuru atsitot pa serdi. Šī metode ne vienmēr iet gludi. Bija gadījumi, kad serde iekrita šķībā un izņēma no bukses sēdplaknes nedaudz metāla, tādējādi samazinot tā sēdvietas blīvumu, kas mūsu gadījumā nav labi.
Plaši izplatīts instruments ir kļuvis par skrūvējamu gludi uzspiežamu izvilcēju.
Šis novilcējs ļauj gludi un droši nomainīt buksi. Tie tiek pārdoti auto veikalos, bet jūs varat to izgatavot paši, un es to noteikti ievietošu, kad zīmēšu zīmējumu.
Mums ir nepieciešams arī instruments vārsta eļļas blīvējuma noņemšanai un uzstādīšanai. Noņemot un uzstādot eļļas blīves, jāievēro piesardzība. Kāpēc uzmanīgi? Tā kā puse, kurā ir uzstādīts eļļas blīvējums, ir ļoti trausla un var tikt bojāta.
Demontāžai tiek izmantotas īpašas skavas, starp citu, šo skavu var izgatavot pats. Redzēju, kā amatnieks no sazāģēta uzgriežņa uz pusēm uztaisīja skavu un piemetināja pie apaļknaibles.
Ekstrakcijas metode ir vienkārša. Nosedziet noņemamo eļļas blīvējumu un pagrieziet rokturi stingri vertikāli pa asi vienā un otrā virzienā, vienlaikus stiepjot uz augšu. Stingri aizliegts atlaist eļļas blīvi uz sāniem, jo pastāv vadotnes uzmavas sānu bojājumu risks un būs jāmaina vadotne.
Eļļas blīvju (vāciņu) uzstādīšana tiek veikta speciālā serdeņā.
Pirms eļļas blīvējumu uzstādīšanas pārbaudiet to hermētiskumu. Mēģiniet to uzvilkt uz piedurknes malas ar rokām. Ja tas to neatrod, tas ir mūsu eļļas blīvējums un to var uzstādīt. Ja eļļas blīvējums ir vaļīgs vai vaļīgs, tas iztecēs eļļu un netiks galā ar savu uzdevumu.
Tālāk mums ir nepieciešams rīks, piemēram, slaucīšana.
Iesaku izmantot šīs rīves, jo tām ir ceļvedis precīzai ievadei bedrē. Mums ir nepieciešams rīvmetējs ar diametru 8,00 mm. Izvietošana ir šāda. Uzstādiet rīvē tikko iespiestajā vadotnes uzmavā un viegli nospiediet to, līdz tā iznāk no otras puses.
Nākamais solis būs vārstu pārklāšana. Pirms vārstu slīpēšanas tie jāapstrādā ar konusiem.
Labāk ir izmantot šādus griezējus. Mums ir nepieciešami trīs griezēji ar dažādiem griešanas leņķiem. Pirmais ir 45 grādi, otrais ir 60 un trešais ir 30. Viņi rīkojas ar vārsta ligzdu viegli un bez piepūles.
Pēc tam, kad segli ir apstrādāti ar konusiem, tie ir jānoslīpē. Kāds rīks tiek izmantots vārstu slīpēšanai, iesaku izlasīt rakstu (Rīks vārstu slīpēšanai).
Varbūt tas viss ir no īpaša instrumenta, tad visu var izdarīt ar atslēgu un skrūvgriežu palīdzību.
Šobrīd tas ir viss, un, ja parādīsies vēl kas, tad noteikti pievienošu.

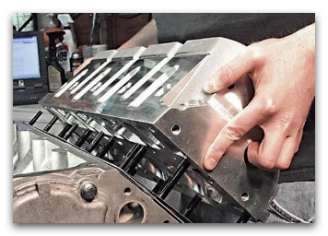
Tāpēc es nolēmu izgatavot vienkāršu statīvu motora remontam ar savām rokām: rasējumi, pievienots foto un ierīces apraksts.
Statīvs tika izgatavots no profila caurules 70 x 70 mm (sienas biezums 3 mm), tas aizņēma apmēram 3 metrus.
Izgriezu sagataves, lai konstrukcija izrādījās saliekama, no 4 mm stūra izveidoju kronšteinu un pastiprināju ar lakatiņiem.

Profilā ar slīpmašīnu izveidoju 3 caurumus, no VAZ dzinēja virzuļa tapām ievietoju bukses un metināju.


No 6 mm bieza metāla gabala izgatavoju kronšteinu VAZ dzinējam, citam dzinējam jāizgatavo savs kronšteins.

Tad piemetināju pie statīva caurules gabalu, izurbu 4 caurumus stiprināšanai, 90 grādu leņķī grozāmajā caurulē un vienu uz stacionāra, un 2 caurumus rokturim.

Stends veiksmīgi izturējis testus.

No profila metinu kājas, gruntēju konstrukciju.
Noteikti katrs auto īpašnieks ir dzirdējis par dzinēju remonta stendiem. Tālāk mēs apsvērsim, kas tas ir, kādas īpašības ir šādai ierīcei, un, protams, vai ir piemērota mājās gatavota iespēja?
Protams, mēs visi vēlamies, lai mūsu transportlīdzeklis kalpotu mums ilgu laiku un tajā pašā laikā visu laiku būtu teicamā darba kārtībā. Taču tas notiek tikai pasakās, un praksē pat jaunas automašīnas, kas ņemtas no zīmolu saloniem, ir jāsaremontē dažu gadu laikā. Un ko lai saka, kad saimnieks savu "dzelzs zirgu" nesaudzē? Kopumā daudzi faktori veicina vienas no galvenajām auto dzinēja daļām atteici vai nepareizu darbību.

Tātad, aplūkosim galvenās kļūdas, kas noved pie tik drausmīgām sekām. Kā jau minēts, visnegatīvāk atspoguļojas nepareiza transportlīdzekļa darbība, piemēram, nepiemērotas degvielas vai nekvalitatīvu tehnisko šķidrumu lietošana. Negatīvi ietekmēs arī savlaicīga eļļas un zobsiksnas maiņa, pastāvīga automašīnas pārslodze. Pat postoša būs dzinēja iesildīšanās nepieciešamība aukstajā sezonā. Un ko mēs varam teikt par darbības traucējumiem pēc mehāniskas ietekmes negadījuma dēļ?

Nav tik svarīgi, kāpēc iekārta atteicās, jebkurā gadījumā rezultāts ir tas pats - diagnostikas nepieciešamība un turpmāki remontdarbi. Šajā gadījumā neaizstājams būs īpašs statīvs, ko izmanto šādiem nolūkiem. Tam ir piestiprināts piekārts motors, un tad ir daudz vieglāk diagnosticēt, transportēt un remontēt ierīci. Turklāt lielākā daļa šo mehānismu ir aprīkoti ar speciālu bloku, pateicoties kuram var mainīt dzinēja griešanās leņķi jebkurā diapazonā, kas ievērojami atvieglo veikto darbu.

Bet, tāpat kā visiem armatūru, arī šādam stendam ir nepieciešama laba kopšana. Tāpēc noteikti veiciet vizuālu pārbaudi, lai meklētu defektus, un, ja tādi ir, tad operācija ir jāatliek. Pirms katras lietošanas pārbaudiet, vai visi stiprinājumi ir droši nostiprināti, ja nē, tad veiciet sašaurināšanos. Un, protams, glabājiet to tikai sausā un tīrā vietā, pēc katras lietošanas noņemiet visus gružus un regulāri ieeļļojiet visas kustīgās daļas. Tikai pareizi darbojoties, statīvs, pat paštaisīts, kalpos ilgi, uzticami un atmaksāsies, ja grasāties kļūt par pieskatītāju.























